




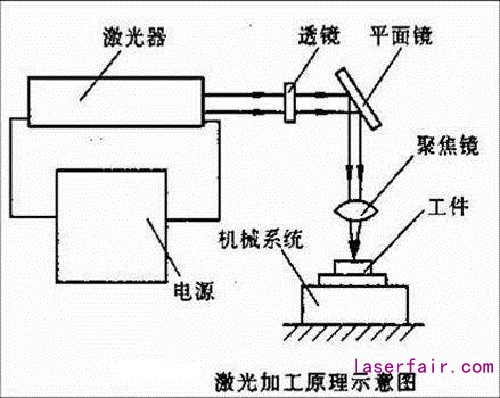
自1960年由科学家发明的第一个激光束开始,人们就已经将激光加工作为科学生产力。近年来,由于激光加工技术具有可柔性加工和利于提高生产效率的特点,在工业领域的应用成熟且广泛。激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法,与激光切割、激光打标共同构成激光加工技术的“三驾马车”。
![]() 但与激光切割和激光打标相比,激光锡焊的发展时间相对较短,工艺难度也更大。其中,影响激光焊锡机点焊质量的问题,成为当下客户在选购激光锡焊设备时比较关注的问题。紫宸激光认为主要因素有焊接电流和通电时间、电极压力及分流等。
但与激光切割和激光打标相比,激光锡焊的发展时间相对较短,工艺难度也更大。其中,影响激光焊锡机点焊质量的问题,成为当下客户在选购激光锡焊设备时比较关注的问题。紫宸激光认为主要因素有焊接电流和通电时间、电极压力及分流等。
1.焊接电流和通电时间。根据焊接电流大小和通电时间长短,点焊可分为硬规范和软规范两种。在较短时间内通以大电流的规范称为硬规范,它具有生产率高、电极寿命长、焊件变形小等优点,适合焊接导热性能较好的金属。在较长时间内通以较小电流的规范称为软规范,其生产率较低,适合焊接有淬硬倾向的金属。
2.电极压力,点焊时,通过电极施加在焊件上的压力称为电极压力。电极压力应选择适当,压力大时,可消除熔核凝固时可能产生的缩松、缩孔,但接制i电阻和电流密度减小,导致焊件加热不足,焊点熔核直径减小,焊点强度下降。电极压力的大小可根据下列因素选定:(1)焊件的材质。材料的高温强度越高.所需的电极压力越大。因此焊接不锈钢和耐热钢时,应选用比焊接低碳钢大的电极压力。(2)焊接参数。焊接规范越硬,电极压力越大。
![]() 3.分流,点焊时,从焊接主回路以外流过的电流称为分流。分流使流经焊接区的电流减小,致使加热不足,造成焊点强度显著下降,影响焊接质量。
3.分流,点焊时,从焊接主回路以外流过的电流称为分流。分流使流经焊接区的电流减小,致使加热不足,造成焊点强度显著下降,影响焊接质量。
影响分流程度的因素主要有下列几方面:
(1)焊件厚度和焊点间距。随着焊点间距的增加,分流电阻增大,分流程度减小。当采用30~50毫米的常规点距时,分流电流占总电流的25%~40%,并且随着焊件厚度的减小,分流程度也随之减小。
(2)焊件表面状况。当焊件表面存在氧化物或脏物时,两焊件间的接触电阻增大,通过焊接区的电流减小即分流程度增大,可对工件进行酸洗、喷砂或打磨处理。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

