




中国科学院上海光学精密机械研究所高功率光纤激光技术实验室在汽车用铝合金搭接激光焊气孔消除方面取得新进展,提出一种铝合金激光焊缝气孔消除的新方法并揭示气孔消除机理。传统激光焊接主要通过单一模式进行:热传导焊接模式和匙孔深熔焊模式。新的激光焊接方法通过混合模式来实现激光焊接:匙孔深熔焊模式+热传导焊接模式。相关成果发表于《材料加工技术杂志》(Journal of Materials Processing Technology)。
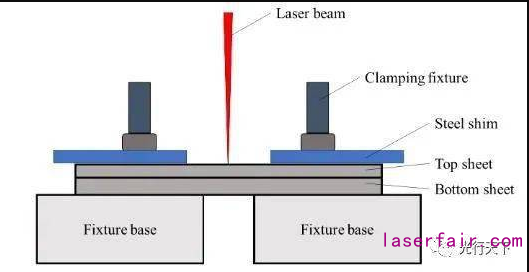
图1.搭接板激光焊接示意图
铝合金广泛地应用在汽车、航空航天、轨道交通等行业用,传统连接方式主要通过机械连接、电弧焊等实现。常规激光焊接铝合金由于铝合金表面氧化膜的存在以及液态铝合金低表面张力等特性易导致匙孔坍塌、形成气孔。气孔大量存在焊缝处,降低了搭接工件之间的有效接合面积,使接头力学性能弱,限制了激光焊技术在铝合金上的应用。
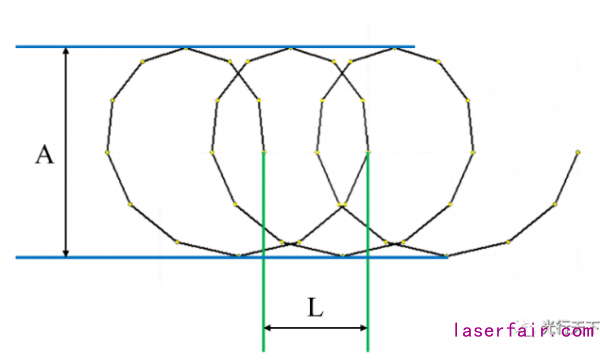
图2.焊接路径摆动示意图(其中A表示摆动幅度,L表示周期长度)
研究团队提出了一种异于常规焊接工艺(3.0m/min)的超高扫描速度(43.5m/min)与摆动激光束路径相结合的新方法,并探明了摆动路径的摆动幅度对焊缝气孔消除的影响规律。结果表明,新方法能够有效消除气孔,并且当摆动幅度大于激光束焦点直径时,能够生成几乎无气孔焊缝,接头拉剪强度提升达到75%以上。一种由深溶焊与热传导焊组合的新型焊接模式被提出,并通过实验验证解释了该模式对抑制气孔的作用机制。
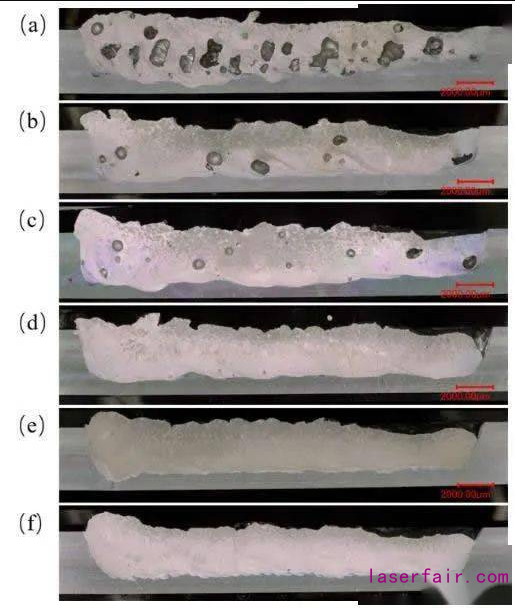
图3.焊接参数对焊缝纵截面气孔变化的影响 (a) 直线路径,3.0m/min焊接速度;(b) 摆动路径,摆幅0.4mm;(c) 摆动路径,摆幅0.6mm;(d) 摆动路径,摆幅0.8mm;(e) 摆动路径,摆幅1.0mm;(f) 摆动路径,摆幅1.2mm;其中(b)-(f)焊接速度为43.5m/min。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

