



轻质点阵结构在承载、吸能、隔热、隔震等领域有广泛的应用前景,传统的制备方法如冲压成型、熔模铸造等对点阵结构的材料选择、杆件尺寸和构型选择有要求,制约了其进一步的工程应用。近年来,随着3D打印技术的快速发展,这一高效、灵活的技术开始被越来越多的应用于点阵结构的制备。然而,目前广泛采用的一体化打印的点阵结构存在各向异性和支撑材料去除的问题,前者使3D打印点阵结构的力学性能远小于理论值,后者则增加了后处理的时间与成本。
近日,中国科学院力学研究所热结构耦合力学课题组首次将嵌锁组装方法引入3D打印技术中来制备点阵结构,即通过将三维点阵结构“降维”,转化为二维杆件结构打印,再采用嵌锁组装方法将二维杆件拼装成三维的点阵结构。研究人员采用该方法,针对熔融沉积成型(FDM)这一3D打印技术,制备了BCC构型点阵结构,实现了杆件结构中纤维的最优分布,相比于一体化打印的点阵结构强度提升了37%-65%。
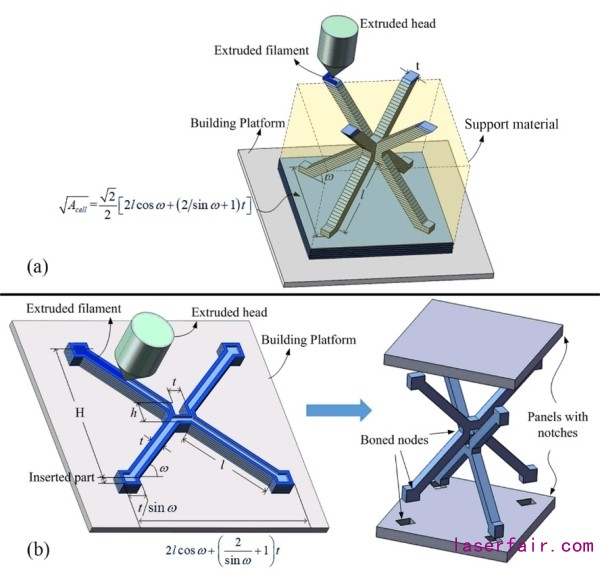
图1.两种FDM点阵结构制备方法对比(a)一体化3D打印;(b)打印+嵌锁组装
进一步将该方法拓展到聚合物喷射成型(PolyJet)技术中,制备了BCC、BCC-Z、FCC、Octet四类典型的点阵结构,实现了不同构型的PolyJet点阵结构中杆件的最佳打印方向(X-Y平面)。
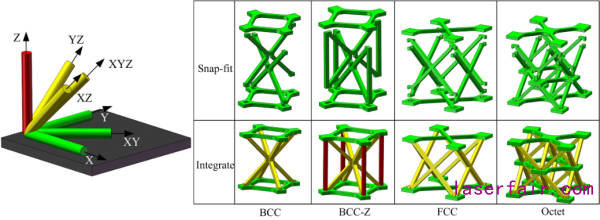
(a)嵌锁组装与一体化打印点阵结构中杆件打印方向比较,嵌锁组装实现了所有杆件打印方向的力学性能最优(绿色),一体化打印有部分杆件的力学性能较差是(黄色和红色)
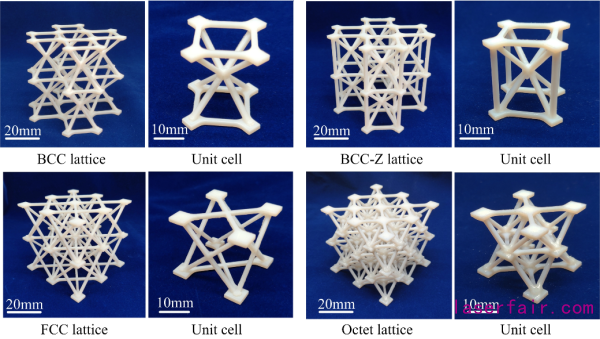
(b)嵌锁组装制备的PolyJet点阵结构多胞与单胞试样
图2.PolyJet制备四类典型的3D点阵结构
该方法解决了3D打印点阵结构中存在的各向异性问题,实现了点阵结构力学性能的提升,压缩强度提升均在100%以上,比吸能提升了72%~186%。由于打印过程无需支撑材料的辅助,打印时间和打印耗材均降低了80%以上。
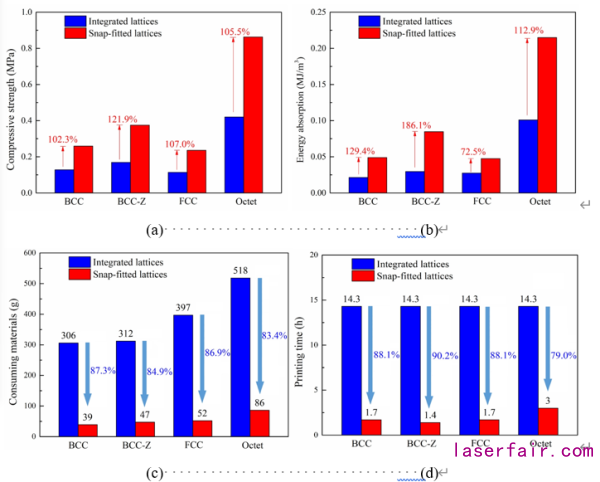
图3.嵌锁组装制备的PolyJet点阵结构提升了力学性能、节约了制备成本。图为两种制备方法比较(a)压缩强度;(b)比吸能;(c)打印耗材;(d)打印时间
研究人员建立了四类点阵构型面外压缩力学性能的理论模型,试验结果表明,嵌锁组装点阵结构的压缩强度与理论压缩强度接近。该研究工作为高效制备力学性能优异的大尺寸3D打印点阵结构提供了可能。
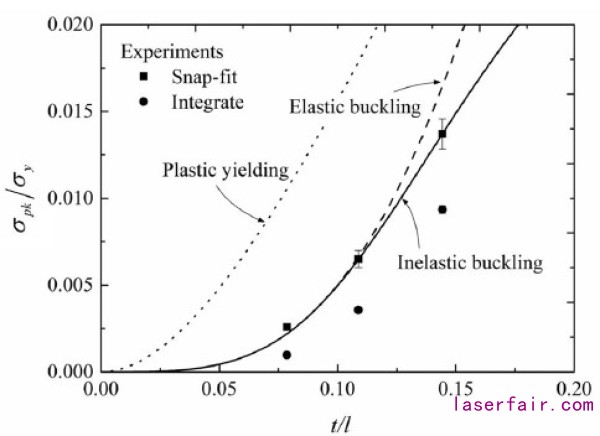
图4.BCC-Z点阵结构理论模型与实验值比较
相关研究工作分别以Improving mechanical performance of fused deposition modeling lattice structures by a snap-fitting method和Maximizing mechanical properties and minimizing support material of PolyJet fabricated 3D lattice structures为题,发表在Materials and Design (2019)和Additive Manufacturing (2020)上, 第一作者为力学所2017级硕士生刘文峰,通讯作者为研究员宋宏伟。研究工作得到国家自然科学基金等项目的支持。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

