




大功率激光器、激光器行业专用真空回流焊、真空共晶炉
从2014年中科同志科技针对激光器行业销售出去第一台激光器专用真空炉以来。经过四年的持续升级,中科同志科技在激光器行业的真空回流焊已经非常成熟。
大功率激光器、高功率激光器和普通激光器焊接,在工艺上面还是有很大差别,就像电路板焊接的时候,带治具焊接和不带治具焊接工艺是不一样的。尤其是有的大功率激光器高度都有50mm了。如何提高焊接质量,就是一个很重要的课题。
大功率激光器基本都是焊片焊接,用金锡和锡银铜的焊片居多。对焊接工艺要很高的要求。具体要求如下:
1、温度均匀度要求高。一般要达到2度以内。不多说,看曲线图。曲线是否重合,就知道温度均匀度有多高。
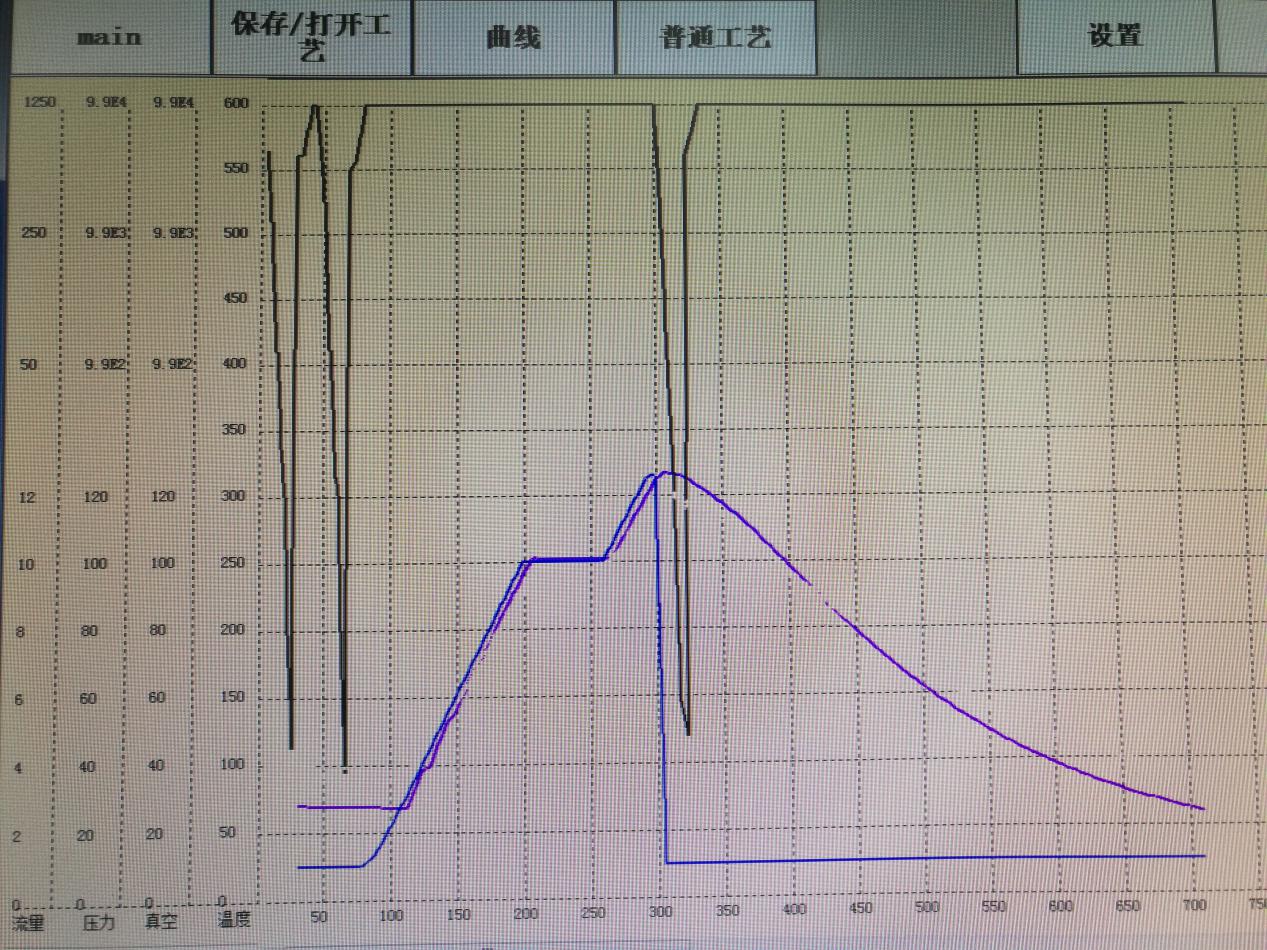
2、降温斜率要求很高。一般达到3-5度/秒,看温度曲线。

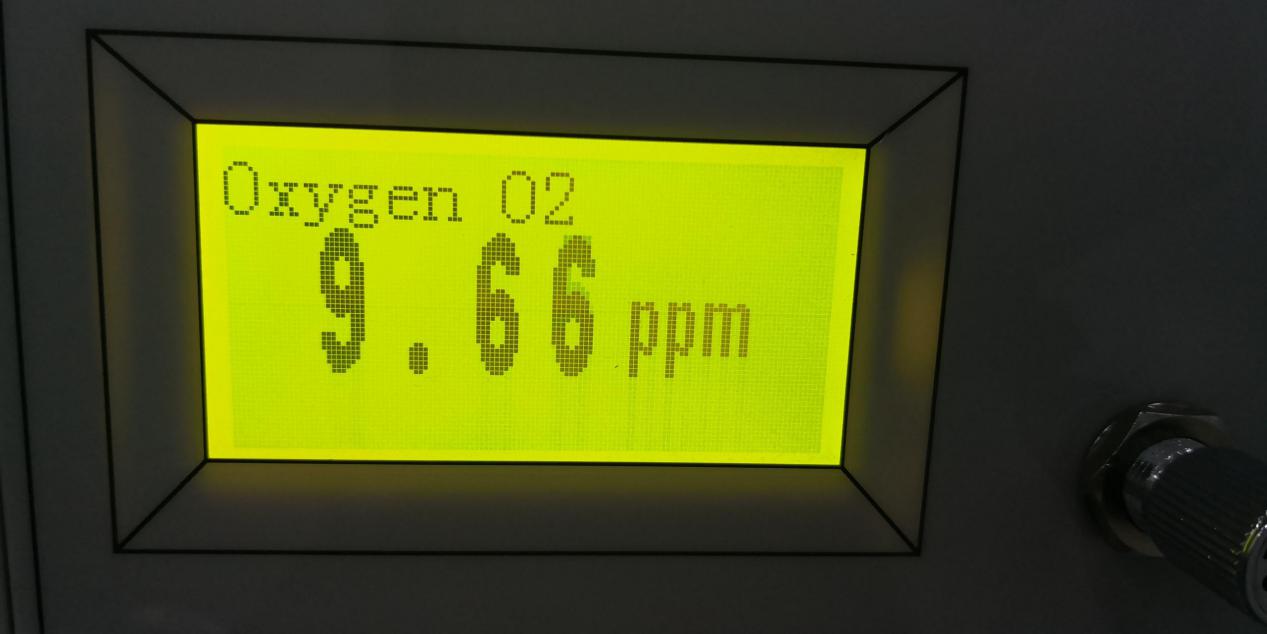
3、氧含量的控制,要稳定在一个高水平,不能在焊接过程中有波动。
客户焊接的激光器:
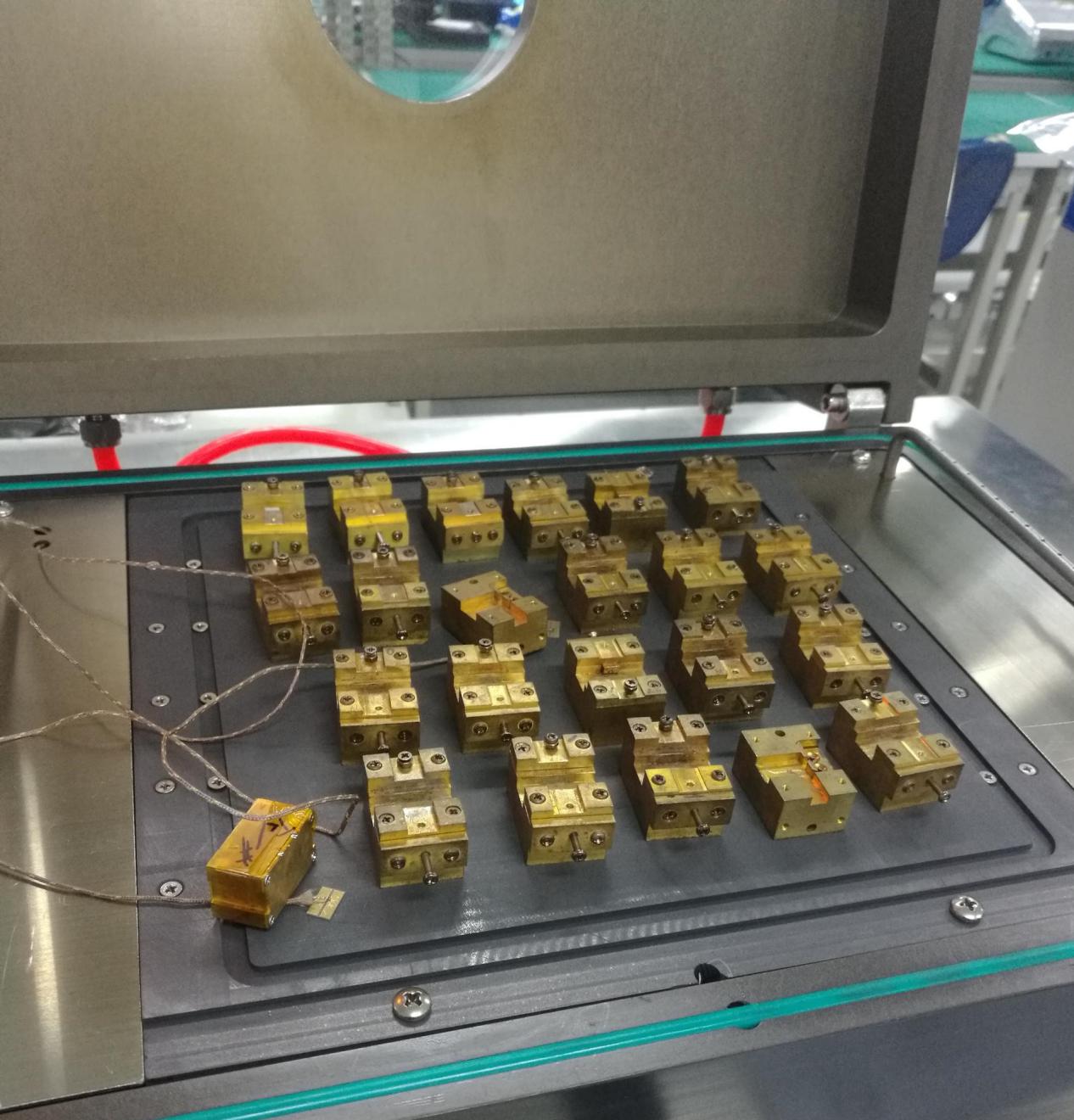
各位朋友想想,一个批次焊接这么多激光器,如果温度均匀度不高,就会出现这一批里面,有一批焊接好的,有一批焊接不好的。同理,如果降温的时候降温斜率和均匀度不够,那么在高温中持续时间长的大功率激光器空洞率就会非常高,实际上说明这是一个关键指标。降温斜率要高,同时降温过程中的温度均匀度也要高,这是核心指标,大家选择激光器真空炉,尤其是高功率激光器真空炉的时候,一定注意这几个指标。
我们就有客户之前买了便宜的真空炉,发现焊一个两个工件可以,但是焊接一批工件就不行了,实际上就是虚假宣传的温度均匀度和降温斜率不够造成的。后来回过头来购买TORCH真空炉,用于批量生产。
高功率激光器真空炉客户现场:

所以,激光器行业用户选择真空回流焊真空共晶炉一定要做多批量的测试焊接一个两个工件说明不了问题。一定要多次测试、严格检查技术指标。毕竟一个激光器的成本在那里呢,出现一个两个质量问题,损失由多大?有多个不良导致最终产品的不良是个大事。
选择真空焊接炉,一定要选择掌握核心技术的厂家,选择有核心技术的产品。我们在2014年就获得国家火炬计划立项。

TORCH真空回流焊炉有几个优点:
1、温度均匀度很高。真正达到了2度以内,行业里面有些公司宣传说温度均匀度达到2度以内,经过我们实际测试,根本就不达标。虚假宣传太厉害。
2、升温斜率过程中的温度均匀度,这一个指标也很关键。
3、降温过程中的温度均匀度,很多客户只关注降温斜率,没有太关注这个过程中的温度均匀度。在后期的实际焊接过程中,发现这个指标也是一个很核心的指标。你想想,焊锡都融化了。开始冷却,有的地方冷却的快,有些地方冷却的慢,有一家真空炉产品,冷却的时候温度均匀度居然差70度,你想想这个因素导致的不良会有多少。而且这个因素很少有人关注。
激光器行业真空炉,推荐大家选择TORCH RS220这一款激光器专用真空焊接炉,用了第一台,你一定会买第二台,PK德国真空炉,所有技术指标可完胜德国ATV真空炉。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

