



1背景
激光焊接换热板是先进制造技术与新型结构相结合的产物,广泛应用于轻工、化工、食品等行业,常用结构类型分为板壳式、蜂窝夹套式、管板式、胶囊式、流道式、预制成型式,其中,蜂窝夹套具有高效传热效果,在石油、化工、制药以及食品行业中得到广泛的应用,如图1.1所示。蜂窝夹套式换热板为上下板叠焊结构、工件幅面大、焊缝密集、焊缝数量多、焊接强度要求高等特点。由于焊缝数量多且密集,焊缝轨迹图形如图1.2所示(局部),焊接过程耗时长,对焊接过程的稳定性要求极高,焊接过程中若出现问题,极有可能造成工件报废。同时,换热板激光焊要求焊缝保护效果良好,焊缝成形平滑光亮、无氧化。本文研究提高换热板焊接效果和焊接过程稳定性的工艺方法。

图1.1换热容器
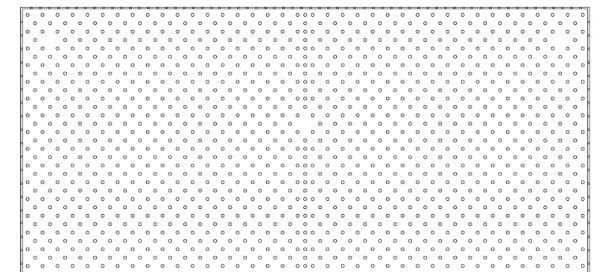
图1.2焊缝轨迹图形(局部)
2 大幅面换热板激光焊接设备
大族光子6000W连续光纤激光器具有光电转换效率高、调制频率范围宽、抗高反能力强、稳定可靠性高、加工效果好和免维护运行等突出优势,广泛应用于切割、切管、焊接、表面处理、3D打印、清洗等工业加工领域,在大幅面换热板行业已实现批量应用,配合自动化机床实现高质高效加工,激光器参数见表2.1。
图2.1 大族光子6000W激光器
图2.2 焊接机床
表2.1 大族光子6000W激光器技术参数
型号 | HSW-6000-G3 | |
光学特性 | 单位 | |
额定输出功率(连续) | W | 6000 |
中心波长 | nm | 1080±10 |
功率可调范围 | % | 10-100 |
功率稳定性 | % | <±1 |
工作模式 | 连续/调制 | |
偏振模式 | 随机 | |
最大调制频率 | kHz | 5 |
红光指示输出功率 | mW | >0.5 |
输出光纤芯径 | μm | 可定制 |
接头类型 | QBH | |
输出光纤长度 | m | 20(可定制) |
重量 | kg | <70 |
3 大幅面换热板激光焊主要难点
激光焊接具有速度快、深度大、变形小的特点,但在激光深熔焊过程中,高能量密度的激光束作用于金属材料时,材料不仅熔化,而且气化,在熔池上方形成金属蒸气,对激光束具有干扰作用,如图3.1所示,若处理不当,金属蒸气将沉积附着于工件表面,对工件表面形成明显污染,同时带来焊接飞溅和咬边等焊接缺陷,如图3.2所示。换热板焊缝密集,金属蒸气污染将影响相邻焊缝的焊接质量和焊接稳定性,对于大幅面换热板,如长度10米,宽度2米,焊缝总数量可达1万个以上,必须焊好每一条焊缝,才能保证整板焊接质量,同时,如何避免焊缝氧化,达到良好保护,是实现高品质焊接的重要方面。为达到良好的保护效果,需兼顾两方面,一是需要对熔池位置进行保护,二是需要对离开熔池的高温焊缝继续施加保护气体,即焊缝延时保护。因此,实现大幅面换热板高稳定性、高品质焊接的关键在于金属蒸气扩散和焊缝全保护控制。
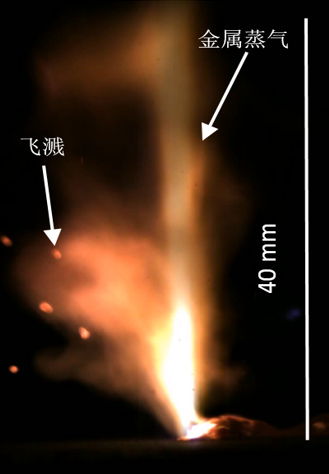
图3.1 光纤激光焊接金属蒸气
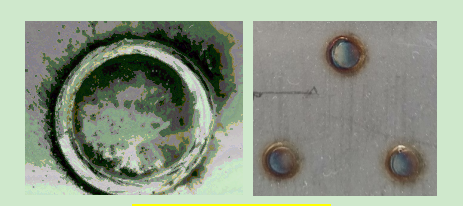
图3.2 焊接污染、飞溅及氧化
4 同轴气流装置设计
气流保护对焊接质量具有重要影响,良好的气体保护不仅可以减少焊缝缺陷,还可提高焊接过程的稳定性。本文针对换热板焊接设计专用气流装置并借助ansys软件进行气流分析,通过优化的结构设计,拟达到三个方面的效果,一是改善金属蒸气扩散效果,减少工件表面污染,保证焊缝成形的均匀性;二是进行焊缝全保护,实现高品质焊接;三是气流装置具有良好的耐用性。
4.1 装置结构
同轴气流装置整体结构如图4.1所示,装置结构主要包括气腔环、喷气板、导向块、气帘盖板、进气嘴及安装支架。
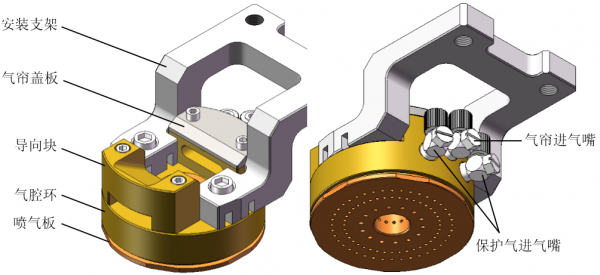
图4.1 同轴气流装置结构
4.2 应用原理
同轴气流装置与激光束同轴安装并位于工件板面上方,为获得较好的应用效果,同轴气流装置与工件板面之间的高度可设置为4 mm,高度过大则保护效果差,高度过小则易造成碰撞干涉。气帘进气嘴通入压缩空气,经横吹流道向外喷射形成横吹气流;保护气进气嘴通入焊接保护气,通过喷气板喷出形成多路气流,包括拢烟气流、下排空气流、内排空气和扩张气流,多气流共同作用进行金属蒸气控制及焊缝保护。
4.3气流分析
为了更为直观的了解同轴气流装置内部的气流状态,采用ansys软件对装置进行气流分析,主要考察指标为气体流向及保护气组分分布情况,结合实际应用情况,计算时气体种类为氮气,保护气压力设置为0.4 MPa,装置下端离工件板面高度设置为4 mm,进气口直径按2.5 mm进行计算。计算模型如图4.2所示,计算结果如图4.3和图4.4所示。
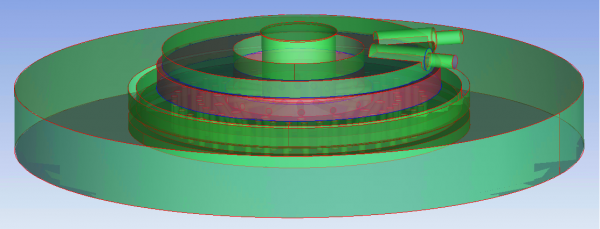
图4.2 同轴气流装置气流分析模型
图4.3所示为保护气流流动轨迹线,从图中可以看到,在中部熔池位置,气流向中间聚拢,并沿激光通道向上扩散,焊接过程中产生的金属蒸气亦可随保护气流聚拢后向上扩散,可避免在工件板面沉积形成污染。
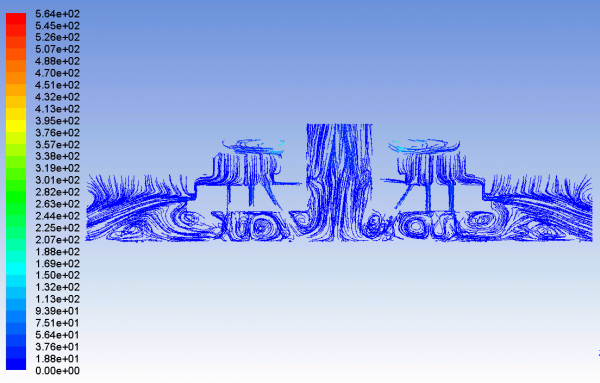
图4.3 保护气流速度流动迹线
图4.4所示为保护气流组分云图,从图中可以看到,装置内部保护气浓度良好,中部通孔(激光通道)处也未见外界空气卷入,保护气向装置外扩散形成较大高浓度保护气区域,可对焊缝形成良好的保护效果。
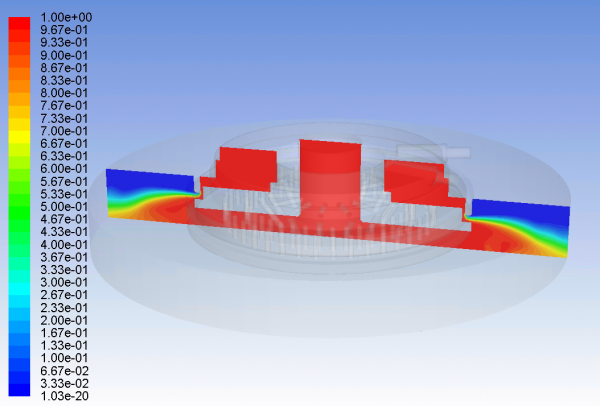
图4.4 保护气流组分云图
5 焊接应用测试
将同轴气流装置安装至焊接设备上,结合工艺参数优化,进行大幅面不锈钢换热板焊接效果测试,上板厚度为1.2 mm,下板厚度为1.2 mm,幅面尺寸为9 m x 2 m,整体焊接效果如图5.1所示,焊接效果良好。焊缝位置周边未见明显黑烟附着,整板焊后干净整洁,焊缝表面光亮无氧化,如图5.2所示。气流装置最下端喷气板采用紫铜加工,整板焊接完成后表面无损伤,气孔无堵塞,耐用性良好。
工件焊接完成后进行打压鼓胀成形,鼓胀高度达标,焊缝无脱落,效果如图5.3所示,满足加工要求。

图5.1 整板焊接效果
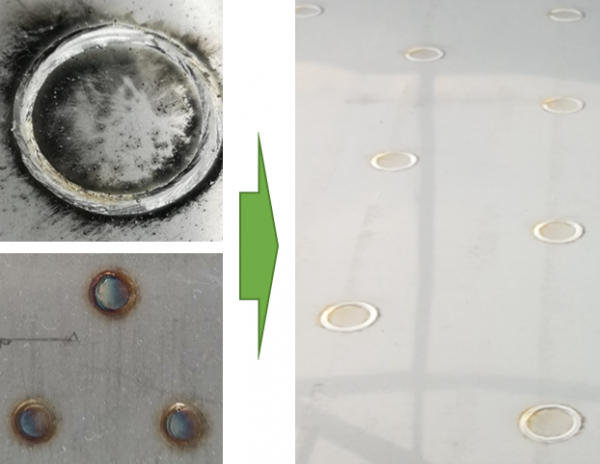
图5.2 工艺优化前后焊缝对比

图5.3 打压鼓胀成形效果
6 结论
通过采用大族光子6000W连续光纤激光器,结合同轴气流装置并进行工艺优化,可实现大幅面换热板高质量焊接,整板焊后干净整洁,焊缝表面光亮无氧化、强度高,满足客户加工要求。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

