




垂直z-DBS的初始结果令人鼓舞,本文将讨论所有三个空间维度中快速振荡的可能性。对于快速波束振荡的替代概念也将考虑到它们对制造的适应能力。
激光切割作为一种成熟和广泛应用的材料加工技术,被认为是切割厚度达15毫米的金属最具效益的技术。高亮度固态激光器对市场的发展起着至关重要的作用。据报道,自从引进光纤和disc激光技术以来,商用切割机系统的数量增加了一倍多。不锈钢和有色合金的厚截面融合切割在工艺性能和前沿质量方面仍存在挑战,以满足用户的期望。
使用静态激光束的传统解决方案只有有限数量的易于控制的影响参数。对于给定的光束焦散、激光功率和气流配置设置,聚焦平面相对于材料表面的位置通常被认为是性能和质量的最关键因素。显然,只有一个关键参数在手,多准则优化问题的求解变得很困难。一种很有希望的补救方法是应用振荡光束,通常称为动态光束整形(DBS)方法,尽管光束轮廓本身保持不变。DBS方法已经在电子和激光束焊接中得到了很好的应用,由于它具有许多额外的自由度,可以用来改变切割过程的特性,因此在厚截面激光束切割中似乎也很有前途。
早期研究表明,通过光束的纵向1D振荡(x-DBS)可以控制切割前沿的倾角,从而实现1µm激光波长的高耦合效率。后来,2D振荡模式(xy DBS)被用于改善整体工艺性能。目前的工作主要集中在沿z方向光束传播轴(z-DBS)的振荡策略的开发上。结合x-y方向的2D振荡,最有可能开发具有额外功率调制的复杂3D振荡策略,以实现波束控制的最高灵活性。
实验装置
激光束在x和y方向振荡的传统技术解决方案使用带有两个集成振镜驱动的扫描镜的独立扫描单元。该装置位于激光束准直部分的光路中,可与大多数商用切割头组合。这种解决方案的典型设置如图1所示,扫描镜装置位于标准切割头的顶部。

图1使用两台gaXY DBS设备,通过XY DBS进行激光熔合切割,绿色高亮显示。
核心元件是控制器,它能够定义两个轴之间的频率、振幅和相移。因此,可以在圆形、八形、马蹄形、矩形等几何形状中获得各种能量密度分布模式。指定的模式可以与沿所需切割轮廓的运动矢量对齐,并且可以根据不断变化的工艺条件调整振荡参数,例如方向、切割速度或激光功率的变化。图2示意性地显示了2D激光熔合切割控制单元在切割轮廓不同位置生成可自由选择图案的能力,以确保一致的切割质量。
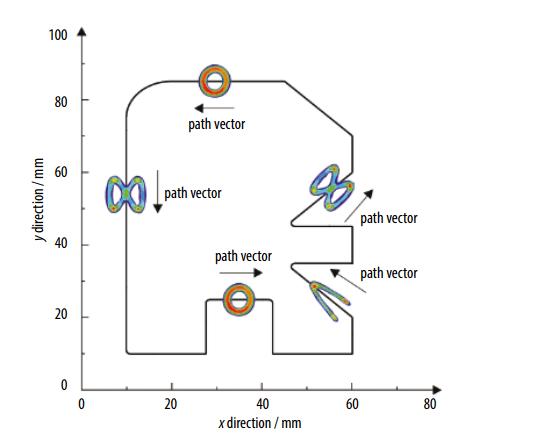
图2 DBS控制系统允许振荡模式与路径向量对齐。这里显示了实现不同工艺目标的合适模式,如圆形、八形或马蹄形。
还开发了一种新的快速自适应反射镜解决方案,允许焦平面沿光束传播方向在数毫米范围内、频率高达4 kHz的振荡,即所谓的z-DBS。该反射镜预聚焦准直光束的焦距为2米,与这种切割头结构相结合时,最大振荡幅度可达20毫米。快速自适应镜也可以代替平面弯曲镜,为整个光机械装置节省了空间和质量(见图3)。
图3快速z-DBS自适应镜,示意图(左)和实验室(右)。
在本文介绍的厚截面不锈钢的所有切割实验中,在不同的光学配置中使用了最大功率为4kW的最先进光纤激光器。
结果
本文给出了在尽可能小的切口宽度的附加约束下获得的结果。这些结果与静态激光束的常规激光切割性能进行了比较。通常,传统激光切割追求两个相反的目标:以最大切割速度切割或以最佳边缘质量切割。图4显示了包括切削刃微观视图在内的结果汇编。
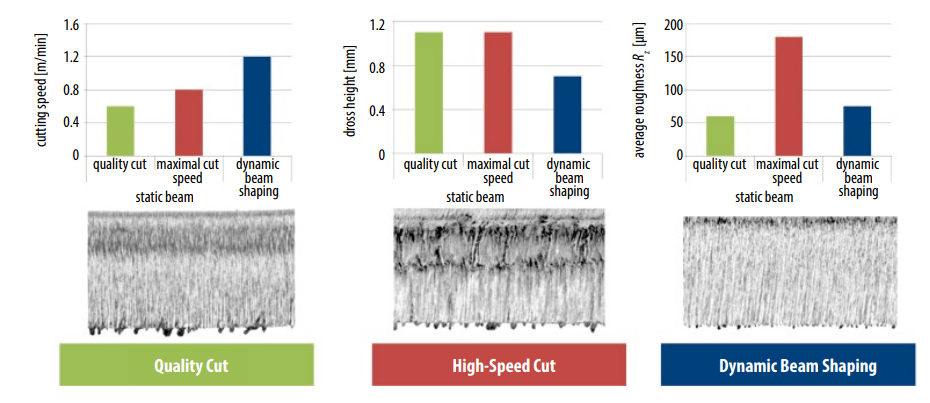
图4先进的最高切割速度和最高质量切割工艺与DBS切割的比较。
用于激光熔切的z-DBS
为了研究焦平面振荡对加工结果的影响,用z-DBS在10 mm厚的板材上进行了切割实验,作为恒定激光功率为4 kW的线性切割。振幅在1至6 mm的范围内变化,在100 Hz至1 kHz的频率下,材料厚度上半部分的零焦点位置。切割速度保持在1.3 m/min的恒定值,以达到每个测试参数星座的直通切割。不同振幅值下所选切口几何形状的高分辨率显微图显示了该因素对切口形状和尺寸的强烈影响,见图5右侧。特别是,发现上表面的切口宽度与施加的振幅密切相关。
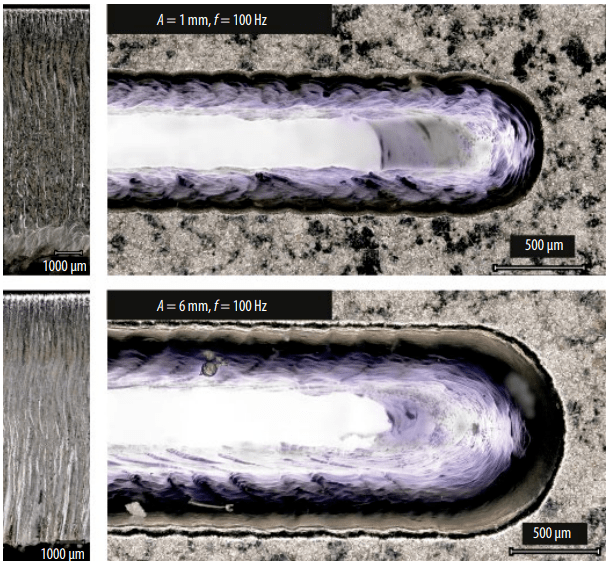
图5使用z-DBS时切口和切边的外观。
讨论
光束振荡法在激光束切割中的应用为改变工艺性能、切割边缘特性和切口几何形状提供了许多机会。导致这些效应的物理机制被认为是相当复杂的,因此需要更好地理解,以找到最佳的参数设置。振幅对板材上侧切缝宽度和切缝形状的强烈影响是明显且高度可重复的选择。这也证实了常规切割中的常识,即切口宽度始终与该特定位置的光束尺寸相关。
高加工速度下的高质量切割要求这两个子过程之间保持平衡。在常规切割中,焦层位置可以有效地用于切口宽度控制。在使用高亮度固态激光源的厚截面激光束切割中,通常建议将聚焦层定位在板材厚度的下半部分甚至下三分之一。相比之下,使用DBS方法的灵活性,切口形状可以通过指定的振荡振幅从特定的焦点位置独立控制。因此,可以选择高焦层位置,以确保切口上部的高光束强度达到更高的切割速度。
目前的经验知识和DBS的好处已经证明了对系统技术和工艺设计的需求的增加,并激励了进一步研究DBS技术及其在激光切割中的应用。
总结与展望
激光焦点在xy平面上以及沿z方向的光束传播轴的动态光束整形(DBS)在减少浮渣、更平滑的切削刃表面、更高的进给速度、可调节的切口宽度和扩大的加工窗口方面具有改进激光熔合切割的巨大潜力。未来的研究将针对在xz和yz平面上使用DBS进行切割试验,以及在所有空间方向上进行3D快速波束振荡,见图6(正在申请专利)。此外,DBS对氧气切割的影响将得到澄清。
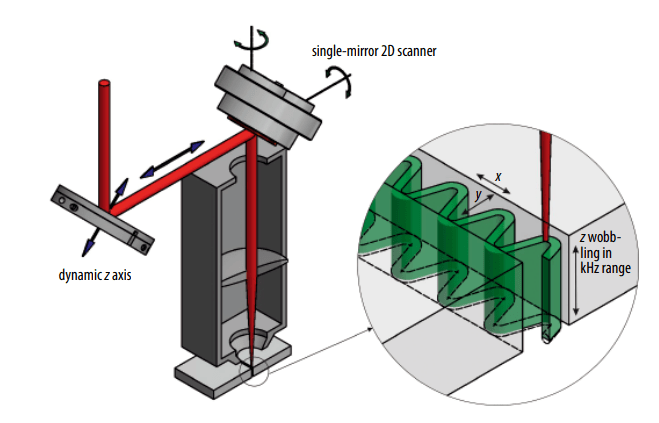
图6x、y和z方向快速3D光束振荡实验装置示意图。
对于激光束的物理偏转,采用单镜、双轴系统比采用电流镜驱动的系统更好,从而达到高体积、低成本的目的。目前,压电和伺服驱动的反射镜正在开发中。前者已经按照描述进行了测试,后者将很快用于这个特定的应用程序。另一种方法是使用相干光束组合(CBC)技术,使激光聚焦在MHz范围内的功率分布快速变化。配备这种CBC技术的高功率光纤激光器正在开发中,并将进入材料加工市场。首批输出功率超过12千瓦的激光器之一将很快用于实验室条件下的切割实验。
来源:Photonics Views - 2020 – Wetzig - Fast Beam Oscillations Improve Laser Cutting of Thick Materials,DOI: 10.1002/phvs.202000025
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

