



激光束是一种高度灵活的工具,用于许多材料加工应用。新的空间光束整形技术可以实现更进一步的功能,在轴向或横向上创建多达四个焦点,从而可以定制能量分布。结果表明,在深熔激光焊接过程中,一定的光束形状有助于抑制飞溅,增加可桥接间隙尺寸。
焊接是许多行业中广泛使用的连接结构的方法,也是最需要的制造方法之一。激光束焊接是一种先进的方法,由于高的局部能量输入和在深熔焊接模式下形成深焊缝的能力(其中建立了蒸汽通道或锁孔),因此可以实现相对快速的加工。出现了两个主要挑战:
1,激光束尺寸相对较小,直径的典型范围在50至600µm之间,这使得只有在激光束未通过接合伙伴之间的间隙传输时,才可能进行焊接。因此,不添加填充材料的焊接通常需要技术上的零间隙配置。
2,在深熔焊接模式下,通常发生的动态效应会导致熔池移动和喷射,称为飞溅。除材料损失外,这些喷出物还可能导致焊接零件表面出现不必要的飞溅附着,这需要额外处理。
避免激光束通过连接伙伴之间的间隙传输并稳定的一个有希望的方法是光束整形。我们研究了不同的方法,可以将适应性能量输入到材料中。光束振荡技术可以通过能量的动态再分配来改善激光加工,例如无填充材料的远程激光焊接。静态光束成形是将激光束输入材料的能量进行修改的另一种可能性,不仅可以优化预热和后加热条件,还可以优化加工区的空间强度分布。这种技术已经使用了很长一段时间,例如使用线梁对大面积区域进行硬化。
为了应对现代多千瓦激光器不断增长的功率,光束整形光学的最新发展旨在为加工区提供更高能量传输的最佳分配,而不会损坏光学元件。除了使用具有多芯的跨端口光纤或提供(几乎)无限设计自由度的衍射光学元件对激光束进行整形外,还进一步开发了折射光束整形方法,以实现无损能量再分布,减少光学器件中的损耗,因此也可用于更高的激光功率。一种可能性是从高斯光束到top hat 或 donut强度分布的空间再分布,而在焊接过程中变为top hat光束时,观察到飞溅减少。多模激光器的无损折射光束整形解决方案以光学的形式实现,将激光能量沿光轴或焦平面上的多个光斑分割成多个焦点(图1)。
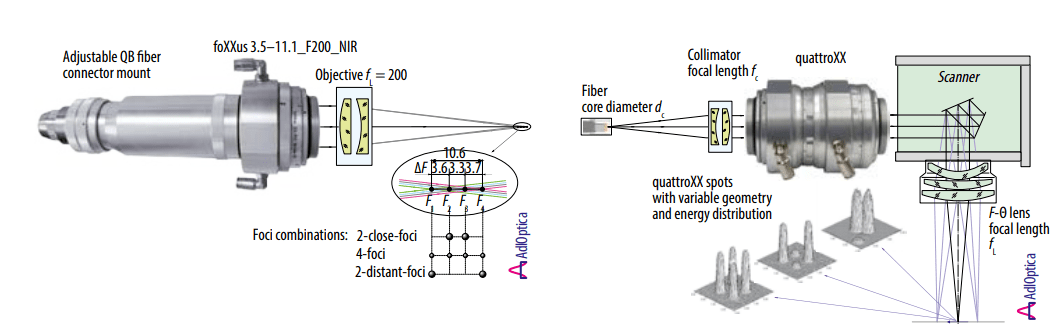
图1用于光束整形的光学元件,用于创建a)沿光轴(foXXus)最多4个焦点,b)焦平面中的多个点(quat-troXX)。(来源:Leaflets by Adloptica)
使用专利光学设计的foXXus光学器件实现沿光轴的光束分裂,该光学器件采用水冷聚焦透镜或准直器的形式,提供最多四个单独的焦点F1、F2、F3、F4(图1a)。高达48毫米的透明光圈和100毫米和200毫米的焦距是工业光学的典型特征。根据内部设置,同一台foXXus设备可提供各种聚焦组合:2近焦、2远焦、4焦。对于foXXus准直器,可以通过改变聚焦透镜的焦距来改变焦点之间的距离。这是优化激光能量沿光轴分布参数的一个强大工具,尤其适用于以下实验数据。
图1b显示了使用quattroXX折射光束整形器构建用于无损分束的工业光学系统的基本方法。从光纤激光器中射出的光束首先被准直,然后使用quattroXX将其分裂成几个较小的光束,并使用透镜进一步聚焦。其结果是在聚焦透镜的焦平面上形成多点图案。可用的quattroXX点(模式)有正方形、菱形母线、直线和双点,其特点是独立点和能量部分之间的距离可变。quattroXX光斑的所有几何图形和能量分布由分裂装置的内部设置控制,该装置允许在靠近donut或“反高斯”光斑的光斑中心以最小值或零值调整强度分布。作为一种无焦光学系统,quattroXX可以很容易地与工业加工头和带有F-theta透镜的扫描系统集成。
由于深穿透焊接过程中发生的复杂物理效应,必须研究不同梁形状对过程动力学的影响。因此,使用图1所示的光束整形光学元件,研究了多点光束整形技术对间隙桥接和飞溅的影响。
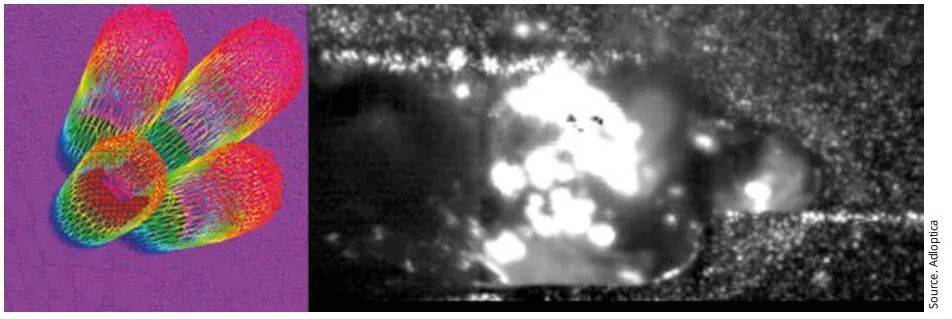
实验中使用了不同材料配置和设置的间隙桥接和光束成形,而使用quattroXX改变了能量分布。实现高速成像以捕获处理区的图像。以32000 fps的帧速率记录的高速图像显示了由四点配置引起的单独锁孔形成的详细视图(图2)。锁孔前端可明显熔化加工区前方的基材,前方有一个狭窄的熔池立即进入锁孔。从尾随点开始的第四个锁孔位于熔池内。熔体池被认为是稳定的,显示出较低的熔体波动。
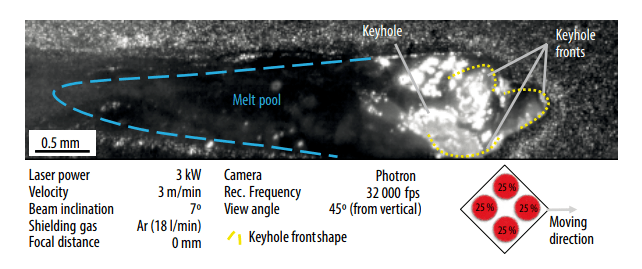
图2由四个激光点产生的匙孔的高速成像帧。
为了评估不同梁结构桥接间隙的能力,进行了开口间隙焊接(距离为100 mm时从0 mm到0.6 mm),找到了断裂点,并评估了相关间隙宽度(图3)。
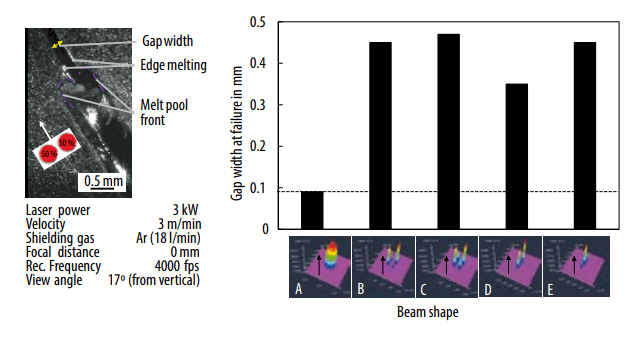
图3几种梁形状的间隙桥接能力。
与单点焊接配置相比,所有测试的quattroXX点显示出更高的间隙桥接能力。将能量分配到连接伙伴的边缘会导致更有效的能量输入。熔池向连接伙伴板移动,支持在更宽的间隙上建立熔接。
溅射与光束整形
RedLake Mono N4S2相机以4000 fps的记录频率与空穴照明系统结合使用,以808 nm波长的激光照亮加工区,而相机前面的陷波滤波器保证仅记录该波长的光。在每个视频500帧的序列中使用了飞溅识别和跟踪算法。
然后,MatLab代码识别单个飞溅物及其中心点,同时记录每帧的飞溅物数量。为了避免在多个帧中多次计算相同的飞溅,将后续帧与之前的帧进行比较,以最短距离和飞溅的大小作为判断飞溅的标准。只有在帧内出现新的飞溅时,飞溅数量才会增加。根据记录频率,计算每秒飞溅量,并对不同光束形状的焊接试验进行了比较。
计算了不同光束配置下每秒的飞溅量(使用foXXus和焦平面中的quattroXX光斑进行轴向光束整形——图4)。与单点配置(虚线)相比,一些配置的飞溅量较低,但一些配置的飞溅量明显较高,这表明动态过程行为不同。
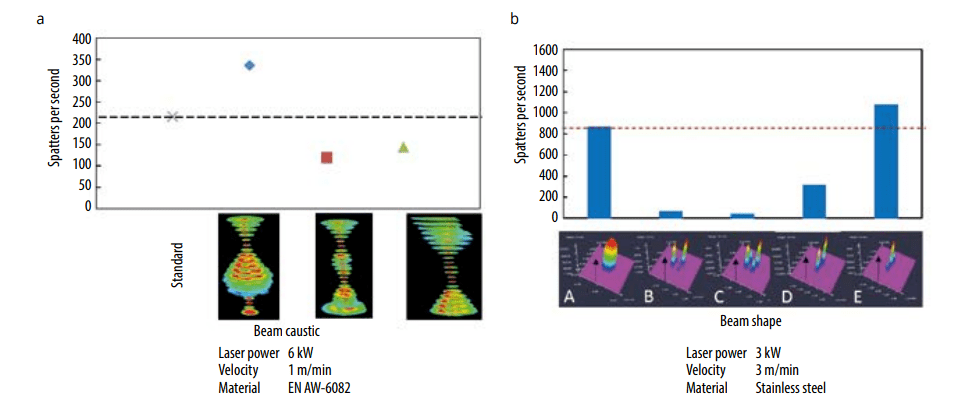
图4轴向分布(a)和空间分布(b)中选定光束形状的飞溅发生时间。
对于横向光束成形实验(图4b),有效地将能量分配到连接伙伴板似乎有利于减少飞溅。配置E的布置似乎有一个过于明显的中心点,它暂时导致激光通过间隙传输,从而导致不均匀的能量输入,这是由两个支撑点的不均匀加热所支持的。配置B、C和D导致了一个高效和稳定的过程,这是由于能量输入到连接的伙伴板中。
对于轴向形状的光束(图4a),可以看出,与单点布置相比,在较低的小孔区域,随着激光束强度的增加,聚焦深度更均匀,支持稳定的过程并减少飞溅。
总的来说,观察表明,当能量输入均匀且从小孔排出的蒸汽有足够的空间膨胀时,可以实现稳定的熔体池。一个加宽的匙孔开口似乎支持蒸汽流出,并减少飞溅。
总结
基于使用先进光束整形光学技术的高速成像和间隙桥接实验,可以得出以下结论:
当以对称方式将能量输入分配给连接伙伴时,能够以低飞溅的方式弥合间隙,而中心额外的低强度斑点会降低熔体池的动态行为。熔体混合的条件可能是通过将熔体从单独的键孔引导到另一片来实现的,这保证了熔体连接。
当熔池狭窄且锁孔不稳定时,会出现高飞溅量,这意味着熔体在熔池中向上或向下高速移动。
不对称条件会导致过程中更高的动力学,减少熔体向另一张板材的移动。然而,熔体从一个薄板流向另一个薄板是由间隙中心的高能点支撑的。结果表明,横向和轴向光束整形可以提高激光焊接过程的稳定性。
来源:Photonics Views - 2021 - Volpp - Beam shaping solutions for stable laser welding, DOI: 10.1002/phvs.202100058
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

