



编者按
在港珠澳大桥、深中通道等重大桥梁工程建设的推动下,近十年来我国的钢桥制造机器人焊接技术应用有了长足的发展。机器人焊接技术的应用大幅提升了焊接质量,有效提高了关键焊缝的抗疲劳性能。对板单元机器人、桥面板立体单元件机器人、便携式全位置机器人与钢护栏立柱机器人的焊接应用与发展情况进行了详细介绍,同时对钢桥制造机器人焊接技术发展趋势作了一定的展望。
1 序言
焊接是钢桥制造最主要的工序及加工工艺,在厂内制造阶段,几乎所有零部件都需要焊接加工;在工地安装阶段,焊接也是主要的连接方式之一。焊缝质量好坏直接关系到钢桥的结构安全和服役寿命,焊接效率高低很大程度上决定了钢桥产品的制造周期。传统的钢桥制造是劳动密集型产业,生产作业以人工操作为主,生产效率低,人力成本高,受人为因素影响,焊接质量稳定性差。焊接机器人在国内许多行业已经开始得到应用,乘用轿车行业、工程机械行业、铁路车辆行业应用得已经比较普遍,其他行业大部分是刚刚开始应用或开始不久,目前在工程建设领域,桥梁钢结构行业的一些龙头企业也得到应用 。焊接智能化升级不仅能够使工人避免近距离接触焊接烟尘、弧光等有害源,还能够达到提高生产效率与质量的目的。
2011年,中铁山桥集团有限公司(以下简称中铁山桥)、武船重型工程股份有限公司(以下简称武船重工)等以中标港珠澳大桥钢箱梁制造项目为契机,建设了钢箱梁板单元自动化制造生产线,配置了各式的焊接专机,基本实现了机械化、自动化焊接,改变了以焊工手工焊、半自动焊为主的生产方式;同时研究应用了U形肋板单元机器人焊接系统、横隔板单元机器人焊接系统,开创了国内钢桥机器人焊接技术应用的先河。
2019年,武船重工、中铁宝桥集团有限公司(以下简称中铁宝桥)、中铁山桥中标深中通道钢箱梁制造项目,深中通道是世界级的集“桥-岛-隧-水下枢纽互通”于一体的超大型跨海交通集群工程,项目建设条件复杂、工程规模宏大、综合技术难度非常高。该项目提出以智能制造推进钢结构制造行业转型升级,确保桥梁工程高品质建设和长寿命服役,由此开展了钢箱梁智能制造关键技术研究,为进一步提升机器人焊接技术在钢桥制造的应用水平提供了重要的工程实践机会。
进入21世纪以来,随着国民经济的快速发展,我国桥梁建设取得了令人瞩目的成就,在“交通强国”战略支撑下,凭借跨度大、施工周期短、环保效益好等优势,钢结构桥梁具有广阔的发展空间。目前钢桥制造行业的机器人焊接应用仍处于起步与发展阶段,仅在部分桥型与结构中得到应用,其中在钢箱梁板单元焊接中的应用范围相对较大。本文对国内近十年来钢桥行业机器人焊接技术应用与发展情况进行了详细介绍,并对技术发展趋势作一些展望。
2 板单元机器人焊接技术
钢箱梁制造总体上分为板单元制造、节段总拼、工地安装三个阶段,板单元类型包括U肋板单元、板肋板单元、横隔板单元及横肋板单元等,宽度一般为3~4m,长度一般为10~20m。板单元制造主要涉及到加劲肋角焊缝的焊接,焊缝数量多,质量要求高。
2.1 U肋板单元机器人焊接系统
图1为U肋自动组装与机器人定位焊系统,由中铁山桥与唐山开元机器人系统有限公司合作开发 。该系统由两个机械臂、液压系统、龙门结构件、电气控制系统、机床走行系统、轨道系统、工作平台、夹紧定位装置、横向调位机构及滚轮导向装置等部分组成,该系统已在港珠澳大桥钢箱梁制造等项目中成功应用,定位焊采用实芯焊丝富氩气体保护焊工艺。
在U肋单面焊条件下,焊缝熔深及焊根熔合质量对于U肋角焊缝的疲劳性能有重要影响,定位焊缝往往是质量薄弱的部位,采用机器人定位焊系统有效避免了手工定位焊质量不易控制的情况,提高了焊缝质量稳定性。当然,目前随着U肋双面焊技术的推广应用,定位焊作为接头内部焊缝或临时焊缝被后续焊道重熔,其质量突出地位不再明显。

图1 U肋自动组装与机器人定位焊系统
(1)基于气体保护焊的机器人焊接系统
图2为U肋板单元机器人焊接系统,由中铁山桥和唐山开元机器人系统有限公司合作开发 。该系统由两个悬臂式半龙门架、移动装置、四个机械臂、焊接电源和变压器、控制系统、水冷箱和清枪剪丝装置等设施等组成,配合液压反变形胎架,可以对4条焊缝同时进行机器人船位焊接。机器人具备接触传感、电弧跟踪功能,焊前通过在焊丝前端加载传感电压,检测出工件位置,避免因工件的尺寸或位置误差而造成误操作。焊接过程中通过机械手的摆动,检测焊接电流和电弧电压的变化,根据变化随时调整焊枪位置,实现对焊缝的跟踪。对于板厚8mm的U肋,一般采用金属粉芯药芯焊丝CO2 气体保护焊工艺,分打底、盖面两道焊成形,焊缝外观成形好,焊缝熔深稳定,可满足80%熔透率要求。
相比于门式多头(6头)气体保护焊专机焊接,U肋板单元机器人焊接在焊缝跟踪精度与外观成形方面表现出优势,但一套焊接系统中仅有4把焊枪,无法实现板单元上所有U肋同步焊接,在焊接效率方面明显落后。此外,由于U肋内焊技术的应用,有了U肋内角焊缝的“封底”作用,目前越来越多的U肋外焊采用埋弧焊工艺进行,埋弧焊工艺具有更大的焊缝熔深和更高的焊接效率。

图2 U肋机器人焊接系统
(2)基于埋弧焊工艺的U肋机器人焊接系统
陈锦等介绍了一种新型的 U肋外侧角焊缝焊接设备——U肋埋弧外焊机器人焊接系统,采用4套FANUC生产的M-20iA六轴机械手及R-30iB(Plus)控制系统,同时行走悬臂的行走台车、横移滑板模组及升降滑座模组所采用的伺服电动机均为FANUC伺服系统,并接入到 R-30iB(Plus)控制系统内。在每台机器人上均加挂一台英国Oxford Sensors公司生产的OSL-50型激光焊缝跟踪系统,该系统能够实时对焊缝进行寻位跟踪,并与机器人建立通信联系,能实时反馈焊缝位置数据并指导机器人纠正位置,使焊枪精确对正焊缝进行焊接。焊接系统匹配了φ1.6mm和 φ3.2mm焊丝,以应对多种焊接用途;同时,在每台焊枪上还安装有焊剂回收输送系统,用来完成焊接时的焊剂输送以及回收工作。U肋埋弧机器人焊接系统局部如图3所示。在完成U肋内焊工序后,埋弧外焊机器人焊接系统能够对厚度为12mm的U肋板单元坡口进行一次焊接全熔透,无需进行焊接打底。该设备受机械结构的影响,只安装了4套焊接系统,相较于焊接专机的至少6套焊接系统,其焊接效率较低。
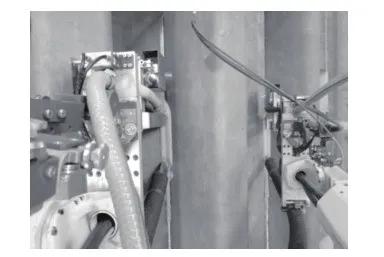
图3 U肋埋弧机器人焊接系统局部
2.2 横隔板单元机器人焊接系统
横隔板单元是钢箱梁的主要组成部分,主要由面板、水平加劲肋、竖向加劲肋及人孔圈等组成,相比U肋/板肋板单元,焊缝形式更加多样化,包括直线段、曲线段、平角焊、立角焊与包角焊等。采用机器人焊接技术是实现其自动化焊接的有效途
径。
(1)基于离线编程技术
根据港珠澳大桥钢箱梁制造项目的需求,中铁山桥、武船重工、中铁宝桥等配置了横隔板焊接机器人系统。横隔板单元机器人焊接系统采用门式结构,每套系统配备2个机械手,机械手固定在可以旋转的托架上。托架在门架横梁上左右移动,门架由伺服电动机驱动,在纵向轨道上行走,从而使机械手的工作范围可以覆盖整个板单元,如图4所示。
焊接系统配备专用的离线编程软件和示教编程操作器,操作人员可利用离线编程软件在计算机上完成编程工作,用示教编程的方式进行校对和修正,灵活、高效地完成编程工作。机器人具有电弧跟踪和接触传感功能,焊前先检测工件的位置,焊接过程中实时修正焊接路径,能有效地消除工件组装偏差、卡固位置偏差对焊接的影响。机器人焊接可消除采用机械小车焊接时的焊接盲区,减少焊接接头。此外,通过程序设置,实现板肋端部自动连续包角焊接,保证了焊接质量,如图5所示。横隔板单元一般采用金属粉芯药芯焊丝CO2气体保护焊焊接,对于焊脚尺寸9mm以上的角焊缝,需采用多层多道焊工艺。

图4 离线编程横隔板机器人焊接系统

图5 自动连续包角焊焊缝成形
(2)基于视觉识别技术
为进一步提升横隔板单元焊接智能化水平,武船重工于2020年将基于视觉识别技术的焊接机器人用于深中通道钢箱梁横隔板单元焊接。该焊接机器人系统采用门式结构,在移动门架横梁下倒装2个机械手,门架在纵向轨道上行走,机械手在横梁上横向左右移动,机械手的工作范围可以覆盖整个板单元,如图6所示。利用安装于门架横梁上的激光传感器对工件轮廓进行扫描采集,自动识别待焊位置;采用自适应逻辑编程技术(ALPT),根据采集数据智能规划焊接路径,无需3D模型导入和编程示教,可节约前期准备时间,降低操作人员技能水平要求。智能规划焊接路径时遵照效率优化原则,尽可能提高机器人焊接总体的燃弧效率,而一定程度上增加了焊接接头数量。

图6 视觉识别横隔板机器人焊接系统
采用点激光传感方式进行焊接寻位,自动寻找合适的起弧点,焊枪摆动焊接,采用电弧传感焊缝跟踪技术,保证焊接精度。为避免定位焊缝对于激光寻位精度的影响,定位焊缝需与起弧点保持一定距离。机器人焊接系统可完成横隔板孔圈加劲、斜边加劲、平角焊、立角焊与包角焊等多种形式焊缝的焊接。孔圈加劲焊缝成形如图7所示。

图7 孔圈加劲焊缝成形
2.3 横肋板单元机器人焊接系统
2020年,武船重工将焊接机器人用于横肋板单元焊接(见图8),该机器人系统在轨道式门架下倒装2个机械手,门架横梁上配备有一组工业相机。门架纵向移动,深度相机全景识别系统扫描工件生成三维点云图,相关数据提供给工件识别算法软件,完成工件的类型和包含组件的智能识别与定位,而后自动完成工件焊接的编程,实现全自动编程功能。在此之前需要建立横肋板的类型库和组件的特征库,并建立与之对应的焊接工艺库。在机械手端部安装有激光传感器,采用线激光扫描技术(见图9),可精确定位焊缝并在焊接过程中实现跟踪功能,焊枪采用不摆动方式进行焊接。在焊枪上安装有焊接烟尘吸收装置,达到了良好的除烟除尘效果。

图8 横肋板机器人焊接系统
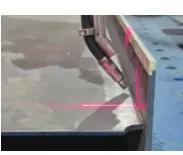
图9 线激光扫描焊接寻位
由于横肋板机器人焊接系统具有工件智能识别与定位功能,焊接前工件无需严格定位;将横肋板单元两两组对,2个机械手可同时进行焊接,提高焊接效率,待胎架上的全部横肋板一面焊接完毕后,整体翻转后进行另一面焊接。应注意,待焊区域打磨不可过于光亮,以免影响激光传感焊接寻位与跟踪的可靠性。横肋板单元一般采用药芯焊丝CO2气体保护焊工艺进行焊接。
3 桥面板立体单元件机器人焊接技术
桥面板立体单元件由U肋板单元与横肋板单元焊接而成,横肋板齿形边与U肋板及面板的连接焊缝形成多组“槽形焊缝”,包括平角焊、立角焊、端部围焊。出于抗疲劳性能需求,对于焊缝细节质量要求很高,平位焊转立位焊时要求不断弧连续施焊,立角焊端部围焊成形饱满匀顺。根据深中通道钢箱梁制造项目建设需求,武船重工于2020年采用桥面板立体单元件机器人系统实现了该部件焊缝的自动化焊接。机器人焊接系统在轨道式门架下倒装2个机械手,具有离线编程、接触传感、电弧跟踪及多层多道焊等功能,移动门架横跨两个立体单元件工位。立体单元件机器人焊接工作站如图10所示。

图10 立体单元件机器人焊接工作站
在每一组“槽形焊缝”焊接之前,采用三方向接触传感技术(见图11),依次对图中5个位置进行检测。接触传感是用于检测对象工件位置偏移的一种手段,当工件的一致性不能满足焊接要求时,在焊接前自动判断焊接偏差,根据偏差量,机器人系统对既定的焊接程序进行补偿修正,从而保证了实际焊接路径的精确性。由于每条焊缝长度较短,焊接过程中可不采用电弧传感跟踪。
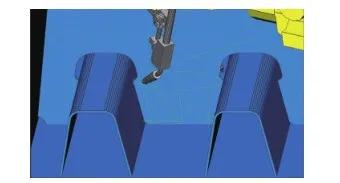
图11 离线程序三方向传感点设置
机器人焊接在立焊端部包角围焊时,需适时调整焊枪姿态及焊接参数,每侧焊枪的熄弧熔池需越过齿形板的中线,保证围焊处的焊缝成形饱满匀顺。当双焊枪在一条焊缝两侧同步进行围焊时,由于焊接熔池热量过大、冷却速度缓慢,易下淌形成焊瘤,因此采用2个机械手在“槽形焊缝”左右两侧错位焊接,利于保证良好焊缝成形(见图12、图13)。

图12 两机械手错位焊接
图13 端部包角围焊成形
在机器人焊接前,对于组装间隙较大部位(2~3mm以上)需采用手工焊打底,相比于实芯焊丝气体保护焊,采用药芯焊丝气体保护焊对于组装间隙控制、定位焊打磨要求相对较低,焊缝外观成形质量一致性更好,焊接效率也相对较高,如图14所示。部分齿形板与面板间的平角焊要求焊脚尺寸10mm,共需两层三道焊,预先采用机器人在平角焊位连续焊接两道,清渣后再进行“槽形焊缝”的连续焊接。多层多道焊外观成形如图15所示。

图14 “槽形焊缝”

图 15 多层多道焊外观成形
4 便携式全位置焊接机器人应用
对于钢桥节段拼装或桥位现场焊接,由于结构件的空间尺寸很大,且有大量的舱内结构焊缝,工况复杂,其自动化焊接的实施难度大,目前仍以手工焊为主。对于部分长直焊缝采用便携式全位置自动焊接小车或机器人进行焊接,实际生产中便携式自动焊接小车应用比例相对较高,智能化焊接机器人应用比例相对较小,其中MICROBO便携式全位置智能焊接机器人应用具有代表性。MICROBO主要由机器人本体、摆动机构、控制箱、示教器、导轨、焊接电源、送丝装置与焊枪等构成。MICROBO能够自动获取工件板厚、坡口角度、根部间隙等数据,自动生成焊接电流、焊接电压、焊接速度等焊接参数,其可根据焊接坡口角度和板厚及根部间隙自动生成焊接层数及焊枪摆幅等参数,具有智能、高效、易操作等诸多优点。
目前,MICROBO焊接机器人在钢箱梁节段拼装面板底板对接、索塔钢锚箱主角焊缝上已有应用案例。武船重工深中通道钢箱梁节段拼装MICROBO焊接机器人应用场景如图16所示,焊缝外观成形如图17所示。

图16 MICROBO焊接机器人应用场景
图17 焊缝外观成形
5 钢护栏立柱机器人焊接应用
防撞护栏是桥梁重要的附属结构,护栏立柱一般由钢板焊接而成。如宁波舟山港主通道桥梁工程项目钢护栏立柱总数量约5万件,单件重量约70kg,最大外形尺寸380mm×240mm×1270mm,其外形尺寸统一,便于批量化自动化焊接制造。焊缝形式为角焊缝,焊脚尺寸5~7mm。
武船重工在业内开发与研制了首台钢护栏立柱自动组焊机器人工作站系统,零件组装与焊接均由机器人来完成,首次将机器人技术引入到桥梁零件的组装工序(见图18)。系统集智能零件识别、7轴系抓举、360°全回转无死角安装、吸附性无损夹持、红外扫描比对、电弧跟踪及功率参数智能匹配等功能。变位机可翻转工件将焊缝调整到平焊位,有利于焊缝外观成形。采用桶装药芯焊丝焊接,焊丝直径1.6mm,焊接效率较高。

图18 钢护栏立柱机器人焊接工作站
6 结束语
1)近十来年,在港珠澳大桥、深中通道等重大桥梁工程建设的推动下,机器人焊接技术在国内钢桥制造中开始起步应用,并在逐步扩大应用范围,大幅提高了钢桥加工制造的自动化和智能化水平,有效提升了焊接质量和关键焊缝抗疲劳性能。
2)基于离线编程技术的焊接机器人用于U肋板单元、横隔板单元、面板立体单元等结构的焊接,可根据结构特点自由规划焊接路径及焊枪姿态;基于视觉识别与自主编程技术的焊接机器人已在横隔板单元、横肋板单元焊接中应用,可节约前期准备时间,有效降低对操作人员的技能要求;便携式全位置焊接机器人在节段拼装焊接上有一定的应用,适应性还有待进一步提高。接触传感、电弧传感、激光传感等技术在钢桥制造机器人焊接中均有应用,在焊接起始位置寻位、焊缝跟踪中起到良好的作用。
3)焊接工艺方案是影响机器人焊接应用效果的重要因素,对于板单元等以单道焊缝主要的焊接接头,药芯焊丝CO2气体保护焊工艺是相对较好的选择,其中对于平角焊位的角焊缝,金属粉芯药芯焊丝CO2气体保护焊工艺性能更优;对于厚板多层多道焊,采用实芯焊丝富氩气保护,免去清渣工序,适应性更强。
4)基于视觉识别与自主编程技术的焊接机器人具有更高的智能化水平,是机器人焊接技术发展方向,但其可靠性和适应性有待进一步提高。
5)高效化焊接是机器人焊接技术的重要发展方向,增加机器人焊接系统中的机械臂数量,减少焊前准备工作时间,提高燃弧效率,采用高效化焊接工艺可有效提高机器人焊接工效产能。
6)钢桥节段拼装和厚板结构焊缝是机器人焊接技术应用的难点,零部件组装精度控制、机器人焊接智能化技术、先进焊接工艺的发展将是解决以上问题的重要技术途径。
《金属加工(热加工)》2021年第12期第1~6页,作者:武船重型工程股份有限公司张华,阮家顺,李立明,邹威,黄超,王简,深中通道管理中心宋神友。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

