




作者:哈尔滨工大焊接科技有限公司 陈彦宾、航天三江激光院 李方志、何崇文、万楚豪
一、技术背景
环境保护问题已经成为当今中国乃至全球的一项重大民生问题,直接影响着全人类的生命健康安全。随着汽车保有量的快速上涨,燃油汽车的尾气排放已成为影响环境的关键因素之一。基于此,我国于2018年6月发布了“打赢蓝天保卫战三年行动计划”并在同期宣布了关于汽车排放的“国六标准”。国六标准已于2019年7月1日陆续在全国开始施行,并将于2023年7月1日全面适用于所有燃油车型,这必将对汽车领域,尤其是其中动力系统提出了更高的要求。
作为燃油汽车的心脏,发动机无疑是动力系统改造升级最重要的一环。近年来,锻钢材料由于其自身强度高、热膨胀系数小、密度高、导热性低等特点,已经成为活塞制造中最具发展前景的新型材料。相比于传统铝制活塞,钢活塞具有更少排放、更低生产成本、更强动力、更低油耗、更长换油周期等优点。业内普遍认为,钢活塞行业是未来活塞行业的必经之路,并将在未来3~5年内全面替代铝制活塞。根据测算,短期内具有200条以上钢活塞生产线的市场需求以及40亿元以上的市场容量。
二、钢活塞加工技术
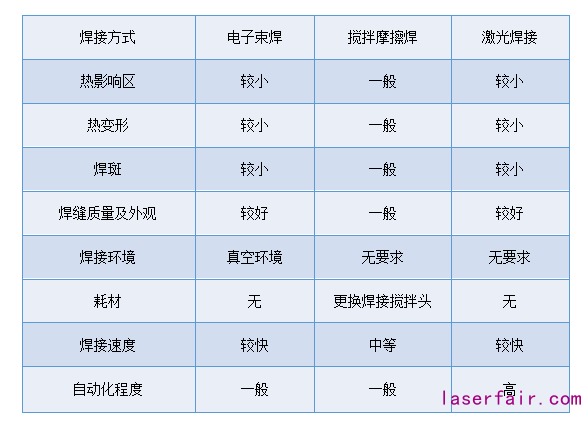
目前的钢活塞主要使用真空电子束焊接或者搅拌摩擦焊进行加工,但是其生产效率、自动化程度均远远不及激光焊接技术。激光焊接技术有望成为钢活塞焊接生产最具发展潜力的新技术。
激光焊接技术通过聚焦后高能量密度的激光光束作用于材料表面,使之迅速熔化形成熔池,伴随着激光束的运动形成所需形状的焊缝从而达到良好的冶金结合,具有焊接速度快、深宽比大、自动化程度高的特点。钢活塞的激光焊接技术于2018年9月19日首次亮相于第67届汉诺威国际商用车展,并在锡柴奥威6DM3发动机上实现首配,是世界首例激光焊钢活塞的成功应用。
三、激光焊接钢活塞技术难点
激光焊接具有较电子束焊接、搅拌摩擦焊明显的优势,但是在钢活塞的激光焊接技术中,仍然具有相当的技术难点,主要表现为回转体结构的厚板易开裂材料的高功率、高精度激光焊接问题,具体为:
1) 活塞材质(42CrMo4、38MnVS6)中碳当量较高(中碳钢),在聚焦激光的作用下焊缝位置将产生巨大的温度梯度,极易在焊接过程中产生裂纹,影响产品使用性能;
2) 厚板材料(6~12 mm)激光焊接过程中易产生飞溅及气孔,尤其是在高功率激光条件下(>6 kW),易于形成焊接熔池不稳定;
3) 焊接精度要求高,焊接起始位置易于产生焊接烧蚀坑,在焊缝的表面易形成凹坑、在焊缝背面易形成驼峰;
4) 气体保护对焊接质量、表面质量影响大,需要在焊接过程中对焊接位置提供实时、有效的全方位保护;
5) 大功率激光设备价格随功率等级提高呈指数增加,有必要在保证焊接质量及效率的前提下降低设备制造、使用成本。
四、钢活塞激光焊接解决方案
为突破钢活塞激光焊接的技术瓶颈,打破国外技术垄断,国内某大型活塞生产企业于2019年10月成功上线国内首条自主研发的钢活塞激光焊接自动化生产线(全球第二条同类型生产线)。目前该条产线已成功投入使用并正式开启批量生产,具有年产40万只钢活塞的加工产能。在此之后,该企业又迅速完成第二条生产线的扩增决定以便能在2020年实现钢活塞加工产能进一步提升。
依据锻钢的材料属性以及高功率激光焊接的技术特点,制定了“激光清洗-焊前预热-激光焊接-焊后保温及热处理”的钢活塞激光焊接解决方案。其中激光焊接单元,为武汉光谷航天三江激光产业技术研究院有限公司与哈尔滨工大焊接科技有限公司联合研制。此款激光焊接机采用双工位回转设计(图 1所示),通过与整条产线上、下游环节的联动,能够在激光焊接的同时进行上、下料的同步操作。该设备使用8kW作为焊接光源,可以在8s内完成钢活塞单道焊缝的激光焊接过程(依据钢活塞尺寸以及焊接深度略有变化),并能提供有效焊接深度达8~10mm。通过大量的激光焊接工艺积累,制订了适用于钢活塞激光焊接的工艺方案(包括焊前预热-激光焊接-焊后热处理等),焊接完成的钢活塞样品经过超声检测以及最严格的工业CT检测,焊缝内部并未观察到裂纹及孔隙缺陷,完全满足制造、交付标准。
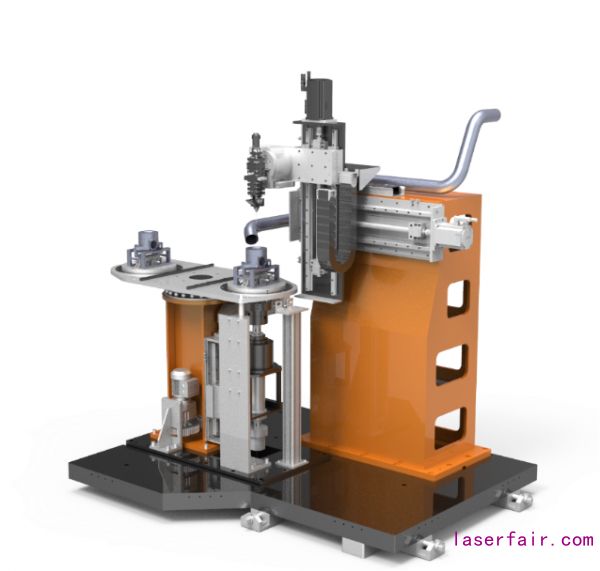
图 1 航天三江激光院研制的钢活塞激光焊接机构
五、传动件激光焊接解决方案
航天三江激光院在成功研制、交付钢活塞激光焊接机后,又大胆进行技术创新,提出了钢活塞在气氛保护环境下的激光焊接解决方案。研究表明:在真空环境下进行激光焊接,可以显著增大激光焊缝的熔池深度,并极大的改善焊缝中气孔、裂纹缺陷的产生。基于此,可以在无须提高激光功率的情况下进一步的提升焊接质量、增加焊接深度,该技术有望成为下一代钢活塞焊接的关键重大工艺突破。
在航天三江激光院最新研制的CDL 300zk型低真空激光焊接平台中,除了引入真空激光焊接技术外,还将整套装备的功能拓展为“上下料-激光清洗-感应加热-压装-真空激光焊接”一体化集成方案。通过多工位设计的旋转工作台,各个工位之间可以实现流水线式生产作业,相比于常规钢活塞激光焊接生产线,该平台更节省占地空间,能大幅降低能源消耗并提升工作效率。同时该平台设计有输送带式物料流转系统,可方便地与钢活塞制造厂商已有加工生产线快速对接,实现低成本的产线技术升级和技术改造。
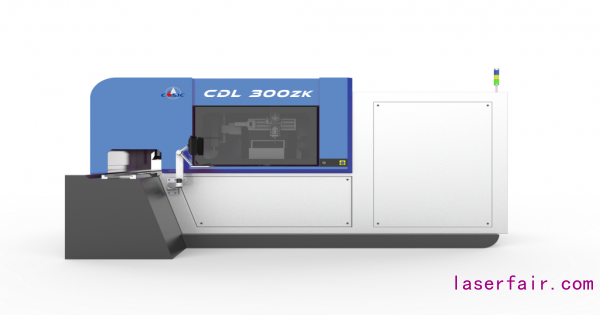
图 2 航天三江激光院研制的CDL 300zk型真空环境激光焊接系统
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

