



本文作者黄榜才,李宝珠,李强,梁小红,中国电子科技集团公司第四十六研究所,仅供行业交流学习之用!
引 言
光纤激光器具有众多令人瞩目的优点,如其波导结构与传输光纤相同,易于与传输光纤集成和耦合;基质材料具有很好的散热特性和热稳定性;与传统固体激光器相比,光纤激光器损耗小、阈值低、效率高,容易实现小巧、紧凑的结构设计,因此光纤激光器在光纤通信、传感、工业加工、国防和军事等领域被广泛应用。
近年来,光纤激光器输出功率快速增长,高功率光纤激光器各项关键技术的研究都取得了较大突破,增益光纤有了多种新型结构设计的掺杂光纤(如双包层光纤、光子晶体光纤等);泵浦耦合技术实现了端面、侧面泵浦等多种耦合方式;激光模式控制技术解决了高功率光纤激光器光束质量和输出功率之间的矛盾;光纤激光器光束合成技术的研究也取得了较多成果。以下将综述光纤激光器关键技术的研究和发展情况。
1 高功率光纤激光器的关键技术
1.1 增益光纤制作技术
1.1.1 稀土掺杂双包层石英光纤
稀土掺杂双包层石英光纤技术最早由美国宝丽来公司和英国南安普敦大学于 20 世纪 80 年代末期提出。它有效解决了光纤激光器中泵浦光功率与增益光纤之间的耦合效率问题,显著提高光纤激光器输出功率。稀土掺杂双包层石英光纤的研制技术因此成为了高功率光纤激光器的关键技术之一。双包层光纤由纤芯、内包层、外包层和保护层构成,如图 1所示。它比普通单模光纤增加了 1 个内包层作为多模泵浦光的传输波导,泵浦光在内包层中传输时不断穿越纤芯而被其中的稀土离子吸收,并产生单模激光由纤芯波导输出。
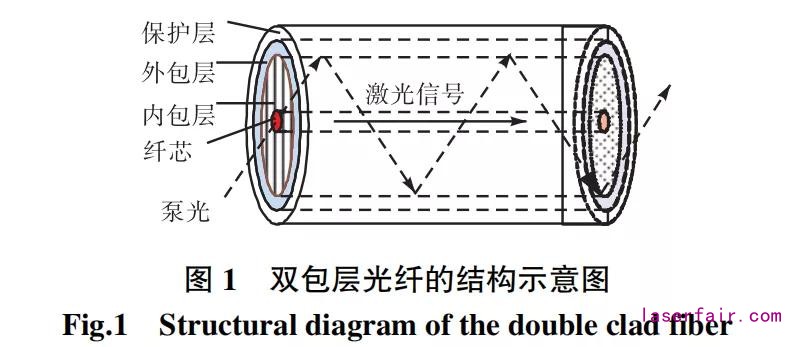
为了使内包层中传输的泵浦光更多次地穿越掺有稀土离子的纤芯,增加泵浦长度,提高泵浦效率,研究人员提出了不同形状的内包层结构。圆形结构由于不需要额外加工,制造工艺简单,容易实现与带尾纤的泵浦光源耦合,是最先研制和使用的内包层结构。但完美的圆形对称造成内包层中存在大量的螺旋光,这部分泵浦光不经过纤芯,不被稀土离子吸收,大大降低了泵浦光的利用率。后来,又逐渐研制出不同形状的内包层,如偏芯圆形、矩形、正方形、D 形、梅花形、六边形、八 角形等。理论表明,矩形和 D 形内包层结构具有很高的泵浦光利用率。同时,为了高效地把泵浦光功率耦合进增益光纤中,内包层的直径和数值孔径还应该足够大。
虽然双包层光纤激光器的输出功率有了较大提高,但由于其纤芯仍属于传统单模,纤芯直径较小、增益大,放大的自发辐射很容易建立,非线性作用较强,因此很难得到高脉冲能量的脉冲激光输出。理论表明,光纤激光器产生的脉冲能量是由光纤中的饱和能量 Esat 决定的:
在稀土掺杂双包层石英光纤的 MCVD 工艺中,只能通过纤芯直径和数值孔径的控制才能实现单模输出。这种方法存在两个问题,一是纤芯直径的增加受到工艺和其他参数(如数 值孔径、光纤损耗)的限制不能自由设计;二是纤芯和内包层的折射率差不能精确控制。而稀土掺杂双包层 PCF 的导波性质主要取决于光纤的结构而与材料无关,可以将稀土掺杂双包层 PCF 的模场面积增大,以降低光纤内的功率密度和控制光纤产生非线性现象,目前这种具有大模场面积的稀土掺杂双包层PCF 已在高功率光纤激光器研制中受到重视,并将进一步提高光纤激光器的功率水平。
为了提高泵浦光的耦合效率,稀土掺杂双包层 PCF 的内包层数值孔径需要尽可能高。采用低折射率涂料做石英光纤外包层,可以将数值孔径提高到1.46~1.48,而这也是该工艺的极限水平。稀土掺杂双包层 PCF 则很容易突破这个极限,提高内包层的空气填充比例,增大光纤内包层和纤芯的相对折射率差可增大光纤内包层的数值孔径,可以高达 0.9。目前内包层数值孔径为 0.8 的掺镱双包层 PCF 已见诸报道。
具有保偏特性的稀土掺杂双包层PCF是另一个值得关注的发展方向,通过改变 x、y轴靠近纤芯附近的空气孔的直径,可以引起两个正交轴上有效折射率的差异,从而在光纤内引入双折射,可比普通保偏光纤大一个数量级,达 10-3 量级。
1.2 泵浦光耦合技术
1.2.1 端面耦合技术
端面耦合技术将泵浦光聚焦到双包层光纤内包层端面处,直接耦合到双包层光纤中,这种技术最大的特点在于结构简单,易于实现,因此端泵浦技术在包层泵浦技术发展的初期被处于科技前沿的国内外研究者广泛采用。根据泵浦光和接受双包层光纤两者的数值孔径和光斑大小,设计合适的透镜组将泵浦光耦合进双包层光纤,在泵浦光功率较高时,这种方法因受光面积所限,光纤端面处的光密度极高,故易造成光纤端面损伤;另一大缺陷在于,相对于耦合光斑来说,光纤端面接受面积太小,以至于稍微的位置偏移都会引起耦合效率的急遽下降。于是全光纤连接方案受到研究者的注意,锥形光纤耦合技术是最初考虑的途径之一,如图 3 所示。
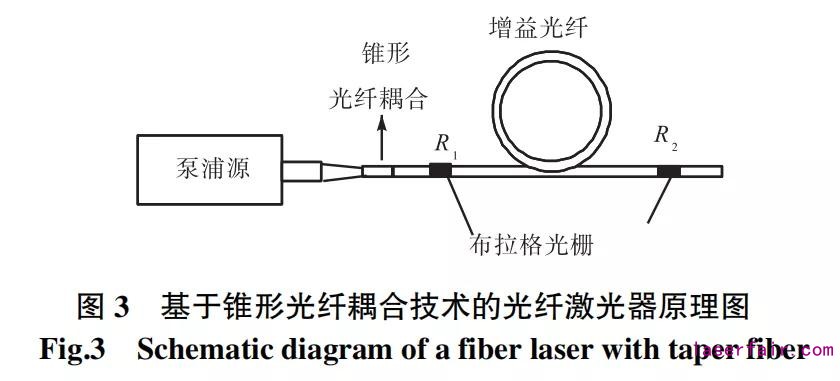
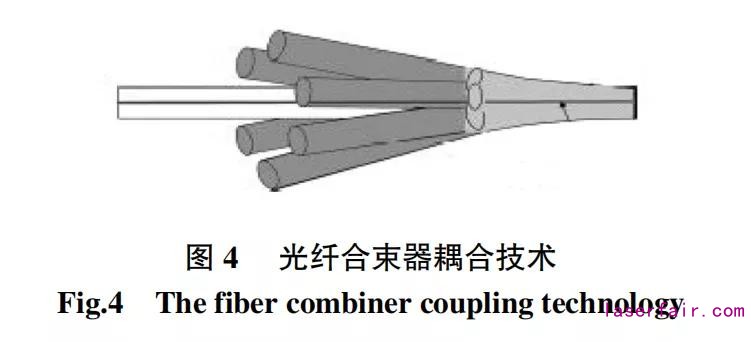
锥形光纤耦合方式是一种改进的端泵浦耦合方式,主要依靠锥形光纤将尾纤输出的大模场直径光斑压缩进横截面相对较小的双包层光纤中。这种方式耦合效率高于普通的端泵耦合方式,只是不能实现环形激光腔结构及激光放大器,且不 适用于多个高能激光泵源的同时泵浦。为了实现多个泵浦源的同时泵浦,研究者对锥形光纤耦合技术稍作改进,发展了光纤合束器耦合技术。如图 4 所示,这种耦合技术将多根多模光纤组成的光纤束逐渐收缩为单根与双包层光纤尺寸相匹配的多模光纤,再与双包层光纤连接。该技术适用于多个带尾纤的大功率 LD同时泵浦。它可以将光纤束中心的一根多模光纤替换为适于信号光传输的单模光纤与双包层光纤纤芯熔 接,这样泵光可以从多模光纤耦合到掺杂光纤内包层中,而信号光可以从中心的单模光纤耦合到纤芯中,从而解决了锥形光纤无法实现环形腔结构设计的弊端,并且使得多路泵浦成为可能。
1.2.2 侧面耦合技术
侧面耦合技术是将双包层光纤的一段涂敷层及外包层剥除后,在内包层的一个侧面,泵浦光经一定的耦合方式注入双包层光纤内包层。这种耦合方式使双包层光纤两端自由,易于实现各种灵巧的激光腔结构,而且泵浦位置可自由选择,便于实现双向泵浦及多点阵列式泵浦,以获得更大的输出光功率。
到目前为止,侧面耦合技术主要有内包层“V”型槽耦合技术、内包层内嵌反射镜耦合技术、斜角光纤耦合技术(包括侧面熔接、胶合两种途径)、棱镜耦合技术以及光纤盘耦合技术等形式。根据技术原理划分,内包层“V”型槽耦合技术和内包层内嵌反射镜耦合技术的原理基本类似,分别是利用 V 形槽斜面处和内嵌的反射镜的全内反射实现泵浦光与双包层光纤内包层间的耦合,该技术对工艺要求较高,而且不能实现多点分布式泵浦。而斜角光纤耦合技术和棱镜耦合技术刚好解决了多点分布式泵浦的问题。
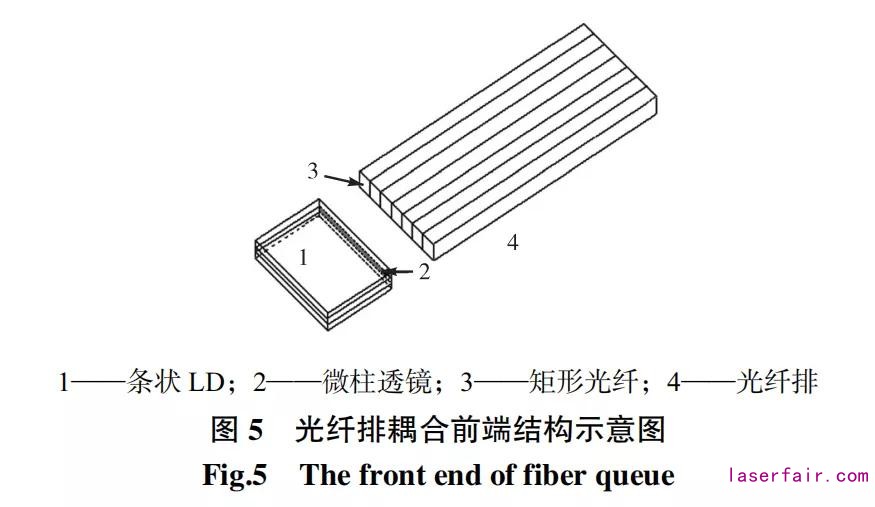
斜角光纤耦合技术和棱镜耦合技术属于同一种泵浦原理的耦合技术,但就工艺难度相比而言,斜角光纤耦合技术最容易实现。根据有关理论分析,斜角光纤的耦合效率与端面斜角有关,最大耦合效率时存在唯一一个最佳角度,该最大耦合效率值与光纤参数有关。另外,斜角光纤耦合技术对于非尾纤输出的条状半导体激光器泵浦光的耦合特别有效,将数根矩形光纤或玻璃丝排列成光纤排,前端面与条状 LD 输出面通过微柱透镜耦合(见图 5),后端的光纤或玻璃丝各自独立, 每根末端均磨成斜角,分别在双包层光纤内包层侧面的不同位置耦合,适用于多点泵浦。
利用二元衍射光栅进行侧面耦合,也是一种可以实现侧面、分布式多点泵浦的耦合技术。该技术将衍射光栅放置在光纤内包层的表面,不会损害光纤的外表面,对 TM 偏振入射光具有高达 94%,的耦合效率。由于这种方法使用了折射率匹配液,所以不能承受大功率的泵浦光。张帆等人提出一种基于亚波长衍射光栅理论的介质-金属-介质的对称夹层结构,这种结构因为没有使用诸如折射率匹配液、光学固化胶等承受不了较高温度的黏接物质,所以可以用于大功率激光二极管阵列的侧面泵浦,其耦合效率可以达到 80%以上。
1.3 模式控制技术
为了提高光纤激光器的输出功率,扩大掺杂光纤的纤芯直径解决了功率提高带来的光纤损伤和非线性问题,但光束质量下降。大模场面积光纤设计能在较大程度上降低光纤内激光模式的数量,但只是部分解决了光纤功率和光束质量之间的矛盾。要获得高功率的基模光束输出,必须进行模式选择。
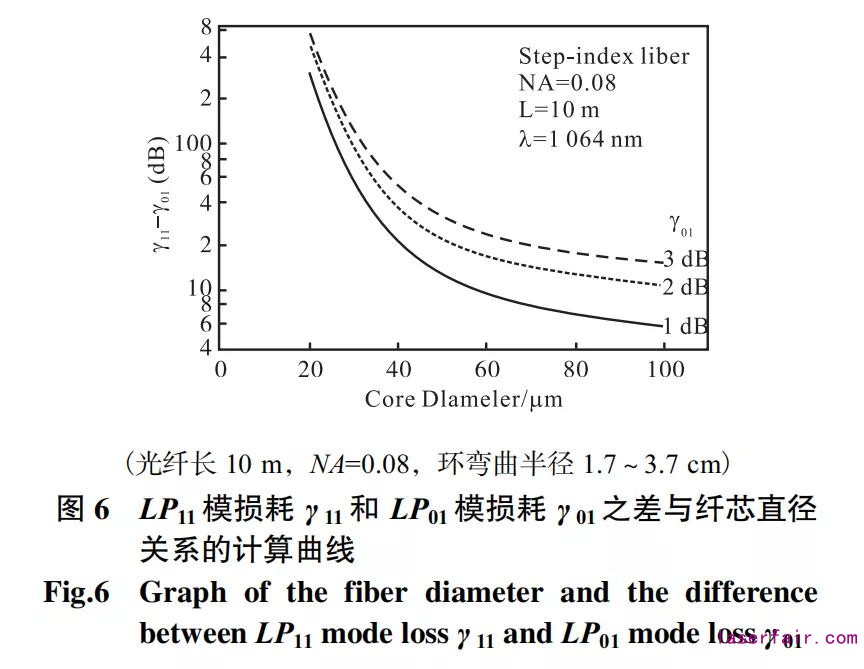
2000 年,Koplow 等人报道了一个多模双包层光纤环获得的单横模激光输出。他们采用的掺镱双包层光纤纤芯直径为25,μm,纤芯数值孔径0.1,在波长 1,064,nm 处的 V 值为7.4。在光纤不绕环之前,激光器多模输出;经过光纤绕环后,除基模之外的其他模式损耗明显增大,以 LP11 模为例,如图 6所示:纤芯直径在 50~100,µm(V 值为 12~24),光纤内 LP11模的弯曲损耗比基模 LP01 的弯曲损耗至少大几个 dB,特别是在基模 LP01 的弯曲损耗为 3,dB 时,两者之差达到 10,dB 以上。最后激光器光束输出质量因子 M2 达到 1.09,研究结果证明光纤环的模式选择作用非常有效。
采用光纤锥是另外一种可行的模式控制技术。通过采用光纤锥,多模纤芯也可以实现单模运行。这种光纤锥一般满足两个条件:①LP01 模的插入损耗很小;②其他高阶模的插入损耗很大。这样激光通过光纤锥射出时,只有基模才能保留。在1999 年 CLEO 会议上,Southampton 大学论述了他们采用光纤锥模式控制技术,将激光器光束质量因子从原来的 2.6 提高到 1.4。
1.4 激光合成技术
1.4.1 激光波长合成
作为激光合成两项关键技术之一,激光波长合成技术是激光功率的一种非相干合成。通过将多个相近激光波长叠加,在近场或远场获得光场分布的叠加,获得较好的光束质量。在光纤激光器研究的早期,输出功率普遍较低,因此激光波长合成技术受到人们的重视。但是对于较高功率的光纤激光器,由于激光功率的提高增加了激光器光谱特性的不稳定性,造成波长合成后光束质量的下降。为了解决功率和光谱劣化之间的矛盾,提高合成效率,只能在低功率谐振腔内获得需要的多个稳定波长,在波长合成之前分别进行功率放大,这样既能获得稳定的波长输出,又能获得需要的功率输出。有关研究结果采用 MOPA 结构设计实现了上述方案,获得总 6,W 的激光功率,合成后光束质量与单个掺镱光纤激光器光束质量一样,M2 为 1.14。
1.4.2 激光功率相干合成
激光相干合成技术是近年来激光合成领域研究的热点,它的基本思路是将多路激光束经相干控制后合成一束光,从而由许多中等功率的激光器获得高功率的单束激光输出,同时保持良好的光束质量。假定参与激光功率相干合成的光纤激光器数目为 N,激光功率为 P,相干合成后总功率理论上将达到 NP,激光仍然能接近衍射极限输出。
激光功率相干合成技术的关键是实现各路激光的相位锁定。美国空军研究实验室 Shay T M 等对 5 路百瓦级光纤放大器进行相干合成获得了 725,W 的总功率输出。Kozlov 等人采用一个 2×2 熔融拉锥光纤耦合器的锥形耦合面,与光纤光栅对构成“三镜”谐振腔,实现了激光模场空间分布和波长的同时合成。Shirakawa 同样采用腔内光纤耦合器实现了 2 路和 4 路光纤激光器的相干合成,效率分别达到 93.6%,、95.6%,。同样是腔内激光功率的相干合成,Sabourdy 基于Mach-Zehnder 干涉原理,演示了 2 路和 4 路光纤激光器的相干合成,效率分布达到 99%,、95%,,同时实现了 60,nm 宽的波长调谐输出;在腔内引入一个声光调制器的基础上,证明了Mach-Zehnder 光纤激光器 Q 脉冲相干合成的可行性。
光纤激光器腔外控制的功率合成技术研究较少,MIT 林 肯实验室将一个 20,MW 输出的光纤激光器分束和相位锁定,分别放大后在远场实现了相干合成,合成功率达到10,W,合成效率为 50%,。实验采用带宽 25,GHz、功率 20,MW 的光纤激光器做种子激光,经过起偏和分束后,一个偏振方向用做参考光束,另外一个偏振方向平分为两路光进入保偏光纤放大器中分别进行功率放大,放大后小部分光与参考光干涉,通过反馈系统实现两路放大光束的相位锁定,最终实现两路光远场相干合成。
2 总 结
近年来,高功率光纤激光器关键技术的研究取得了巨大进展,双包层增益光纤取代了单包层光纤成为高功率光纤激光器主要增益介质,光子晶体光纤则是将来可能应用于高功率光纤激光器的另一种介质;高效率泵浦耦合技术是高功率光纤激光器的另外一个重点,适应于不同目的的端面泵浦、侧面泵浦耦合方式高效而且工艺逐渐成熟;光纤绕环技术和光纤锥技术有效地解决了光纤功率和光束质量之间的矛盾;激光器波长合成技术对于激光功率和亮度提高的贡献有限,而相干合成技术的效率较高,仍然是当前国内外研究的一个热点。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

