



在现代工业生产中,60~90% 的工业产品需要使用模具,模具工业已经成为工业发展的基础。在零件修复的再制造中,金属快速成形技术日益成熟,目前国内外应用较多的为金属直接快速熔覆技术,其作为表面强化的一种重要技术日趋成熟,而其对金属零件修复的作用也被越来越多的研究人员和技术人员所关注和重视。
采用激光熔覆技术修复模具,根据熔覆的金属材料的不同, 可使修复后的模具具有比原来模具更优异的表面硬度、耐磨性、红硬性、抗冷热疲劳等性能。激光熔覆修复模具的主要特点有:加热和冷却速度快,畸变较小;对各类不同形式的缺陷可选择送粉或预置粉末方式,热影响区小;修复层与基体结合强度高等。所以将激光熔覆技术应用到模具磨破损区域的修复中极具前景。
随着计算机技术和机器人技术的发展,自动化、智能化的集成柔性加工系统已经成为激光再制造技术的发展方向。在激光机器人再制造加工现场,针对破损零件的修复任务,需要完成两步工作:
◆ 对破损零件的检测,得到破损区域的位置和形状大小数据;
◆ 对零件破损部位的修复。
由于再制造对象个体的不确定性和多样性,再制造的作业任务是复杂多变的,要实现再制造修复过程的自动化、智能化,实现破损零件修复路径的离线规划和自动生成是一个关键环节。关于激光直接制造和再制造加工路径问题的研究已取得了一些成果,如今,运用 KRC 控制器的 KUKA 机器人手工编程存在效率低,精度低等缺点,离线编程软件KUKA Officelite 的使用,使得编程效率显著提高。
机器人离线编程软件
KUKA Officelite 软件为 KUKA 机器人离线编程软件,其作用是将 KUKA 机器人仿真模拟软件 KUKA SimPro2.2所设计的路径轨迹程序自动编译成机械手可执行的程序。将 KUKA Officelite 软件自动编译的执行程序拷贝到 KRC 机器人控制器内即可调用该程序进行实际加工。该软件可以安装在 VMWare Work station 虚拟机内,因此在主机内安装VMWare Workstation 虚拟机后,即可在此虚拟机内部的虚拟系统环境下运行 KUKA Officelite 软件。
模具修复实例
选用的散热盖模具,已经有一套标准的模具,故准备采用步骤进行模具修复,如图 1 所示。
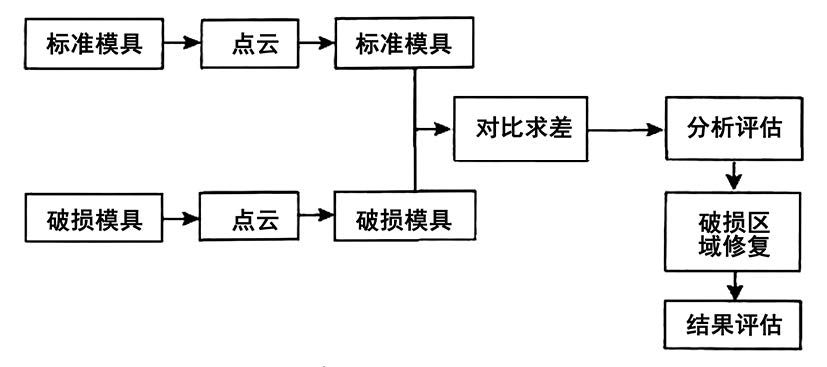
图 1 模具修复过程框图
◆ 破损区域的提取与分析
实例采用一套散热盖的注塑模具中的定模,先对破损模具进行逆向建模,得到三维模型,如图 2 所示。注释图中为该模具分型面上最大的一个破损区域,取名为第一破损区域,通过与标准模具的对比求差得到分型面上的破损区域。以图 2 注释图中的第一破损区域为例,其余部分的修复均可参考此例。
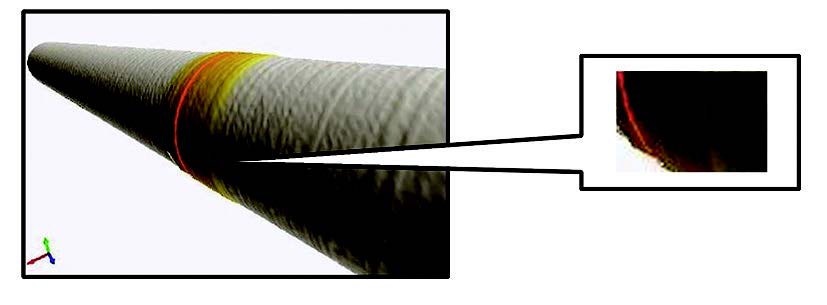
图 2 破损模具的逆向建模与第一破损区域
从第一破损区的工程图可以看出该区域长度约为42mm,宽度约为 20mm,如图 3 所示。虽然是曲面,但由于半径达到了 1000mm,可以简化为平面处理。通过一些基础实验得到的经验来看,铝合金激光熔覆功率 800W,扫描速度 5mm/s,扫描间距 2mm 时效果较好,此时的熔覆层高度约为 0.5mm,大于破损区域的 0.282mm,所以只需要熔覆一层即可,本次激光熔覆的编程,如图 3 所示。长度方向上共有 11 道。
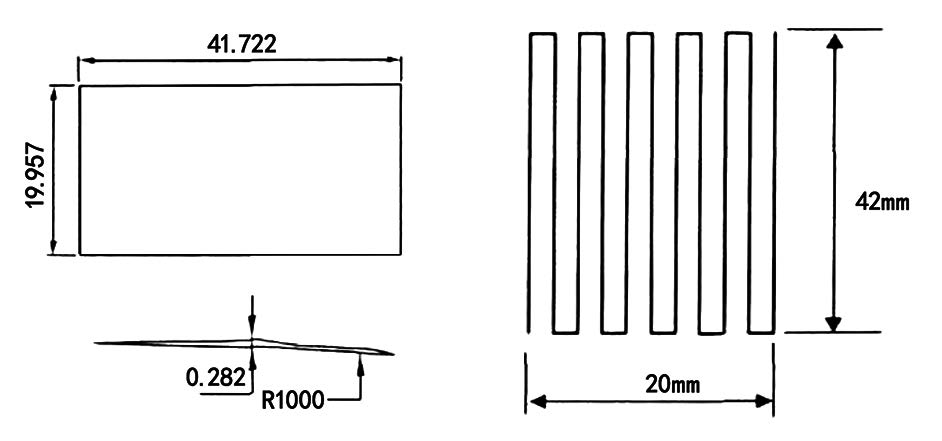
图 3 第一破损区域的工程图与修复路径
◆ 模型导入 KUKA SimPro2.2
KUKA SimPro2.2 是德国某公司研发的仿真软件。首先打开 KUKA SimPro2.2,在 File 菜单下选择 import,然后导入需要修复的破损模具模型(必须为*.stl 格式),再通过旋转,平移等命令调整模型的位置,使其与实际工作台上所占位置基本一致,并把模型的坐标系移动到模具的边角位置,方便对模型的位置进行准确矫正。
实际操作机械手臂使其工件坐标系原点位于在零件上选取的定位基准点处,在操作面板上读取基准点位置坐标 :X,Y,Z,A, B,C。依据该坐标值准确矫正 KUKA SimPro2.2软件内的模具位置。矫正位置后,修改模具的材质为铝合金,准备离线编程。
◆ 离线编程与模拟仿真
在模型的表面拾取第一个点,如图 4 所示。点击录制按钮,记录此点坐标。然后修改 Y 坐标值 ( 增加 42mm) 工作坐标自动移动到第二个点,点击录制按钮。修改 X 坐标值 ( 增加 2mm) 得到第三个点的坐标,点击录制按钮。
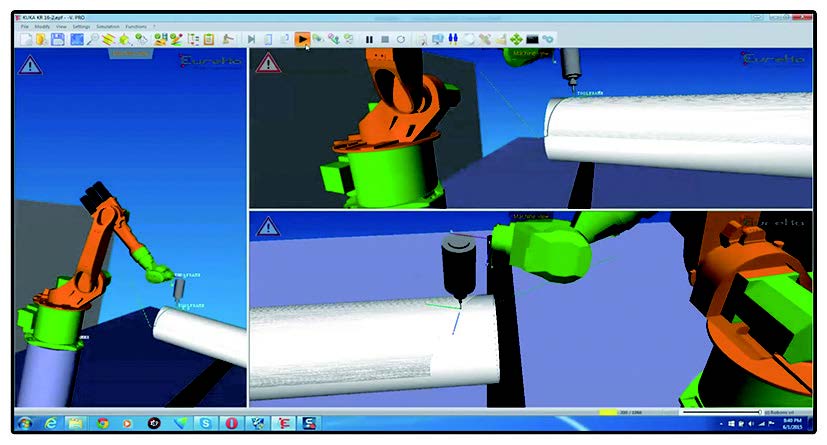
图 4 拾取模型上的点
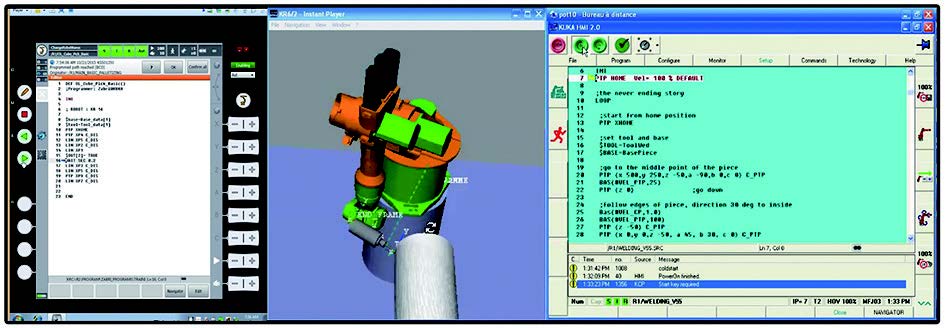
图 5 KUKA Officelite 生成程序
按照这个办法,依次得到所有点的坐标,最后将工作坐标移至原始位置。编程结束后,点击播放按钮,对该程序进行运动仿真,注意观察每个动作是否正确,是否有超程、与工件相撞等危险发生,检查无误后,准备连接 KUKAOfficelite 软件。
首先打开虚拟机 VMWare Work station,在虚拟机内部的虚拟系统环境下运行 KUKA Officelite 软件。然后查看虚拟机的 IP 地址,在 SimPro2.2 软件的 KRC 选项中,修改VRC Host 为虚拟机 的 IP 地址,Configuration 选择与实际设备一致的 KRC2- KR30HA_3 -FLOOR。点击左下角 KR30HAAction 栏 下 的 Download RSL 按 钮, 虚 拟 机 中 的 KUKAOfficelite 软件已经自动运行,如图 5 所示。KUKA Officelite软件自动把离线编程的动作编译成 KRC 机器人控制器内可调用的程序,储存在 Program 文件夹下,将两个文件拷贝到KRC 控制器中。
◆ 激光熔覆
将两个程序复制到 KRC 控制器以后,设定扫描速度5mm/s,在示教模式下模拟运行一次,发现行程正确。改为手动模式,打开 IPG 外控软件,设置激光功率为 800W,开始激光熔覆,熔覆过程以及熔覆完成的结果,如图 6 所示。KUKA Officelite 软件生成的程序是正确的,从效率上来看,离线编程比手工编程省时省力,精度上也有保障,是一种值得推广的编程方法。
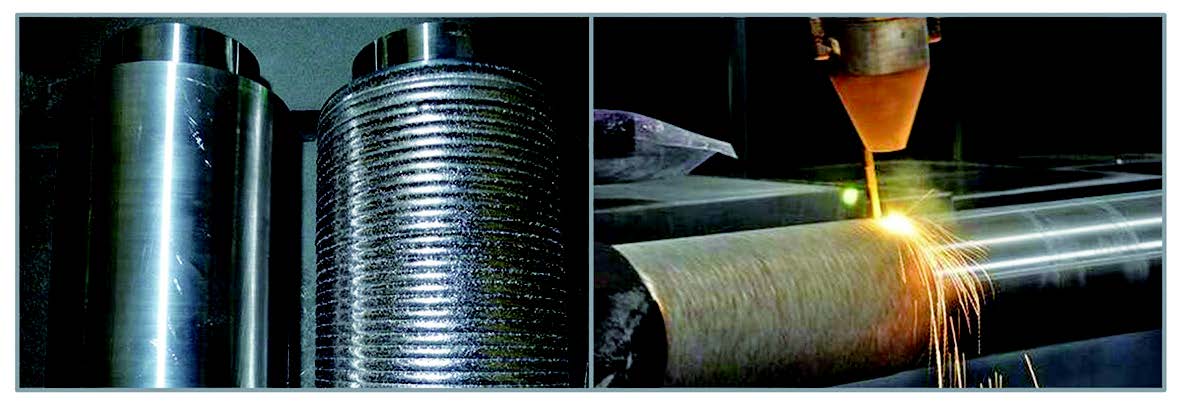
图 6 激光熔覆过程与熔覆后的表面形态
总结
本文通过一个模具激光熔覆实例,提出了一个典型的模具修复流程,从模具的逆向建模到磨破损区域的分析,再到离线编程和实际的激光熔覆,证明了 KUKA Officelite 软件的使用能够减轻操作者的劳动强度,减少人为的误差和错误,提高了编程的效率,简化了激光熔覆的过程。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

