




近年来,由于环保和节能的需要,为节省车体的驱动能量,汽车轻量化已经成为世界汽车发展的潮流。民用车、高铁车体等为减轻自身重量,大量使用铝合金型材和板材,而此类材料常用的连接方法之一是激光焊接。
激光等离子同轴复合焊接技术是将激光和等离子电弧两种高能束焊接方法结合在一起,形成一种新型的高能量密度热源,进行多种金属材料焊接的新方法。该技术具有激光和等离子体单独焊接的优点,在克服了单激光焊接焊缝残余应力高、焊缝气孔缺陷多等缺点的同时,也克服了等离子体电弧焊接效率低、工件热变形大的弱点。
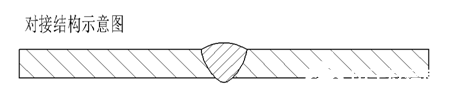
激光等离子复合焊接技术适应的接头型式有对接焊、搭接焊、叠焊(缝焊)、搭接对接组合等多种方式。对接焊是一种极为常见的接头形式,普遍用于板材之间的连接。从力学角度看是较理想的接头型式,受力状况较好,应力集中较小,能承受较大的静载荷或动载荷,是焊接结构中采用最多的一种接头型式。但这种方式对焊接过程的热量输入要求相对严格,普通焊接方法极易造成热输入过高导致构件变形,而激光等离子复合焊接技术的热输入量总体较小(较高的焊接速度决定了单位时间内热输入量小),不易产生变形,且焊接质量好,对间隙适应性要求比单束激光焊接大好几倍,适用于薄板的对接焊缝。
而搭接焊则是指一板放在另一板上焊接,焊接后不在一个平面上的焊接结构。这类方式在汽车白车身焊接上较为常用。由于铝合金对激光的反射率高,材料的导热率高,使得单束激光无法实现自熔的搭接焊缝。而若采用大功率激光填丝焊同样存在缺陷:把激光的部分能量用于熔化焊丝形成焊缝,另一部分用于母材的熔化,当熔化焊丝形成的熔池波动时所吸收的激光能量也随之变化,这时熔化丝材的部分激光能量会突然进入到焊缝母材造成能量过大形成贯穿型气孔,成为焊缝缺陷。而采用激光等离子复合焊工艺焊接铝合金薄板搭接焊缝,等离子电弧能量能有效的熔化搭接焊缝上板棱角处的金属,铺展开形成连续的搭接焊缝,激光束的作用使得焊缝在下板具有一定的熔深,形成可靠的连接效果。

激光等离子复合搭接自熔焊可以代替现有的电阻点焊加涂胶的传统车身制造工艺,焊缝强度大于光纤钎焊焊缝,其焊缝连接宽度和表面过度成型效果满足汽车车体制造要求,连续焊缝可为整车体提高整体强度和刚度,提高车体密封效果,提高车底的抗疲劳能力和抗振动能力。
叠焊(缝焊)则是将两块板重叠在一起,两板之间可以紧贴也可以存在一定间隙。施焊时只在一面施焊,使熔池穿透上板,熔化一部分下板,将两块待焊工件连接起来。这种技术能够替代一部分搭接焊缝,还能将狭小空间内的筋板稳稳地连接起来。激光等离子叠焊技术具有焊接速度快,上下板焊缝连接宽度大于常规激光焊,适当板间间隙可以进行焊接,焊后变形小,穿透距离大等优点。

激光等离子复合焊接技术可用于多个领域,如在汽车制造中车身、车架及底盘的焊接;高铁、地铁的顶棚、侧墙、地板、车架等部位的焊接;用于船舶的新型结构材料——金属三明治板的焊接等。金属三明治板可用于船舶结构的不同部位,具有减重、降低重心、节省空间、缩短建造工期、隔热、降噪、放火等多种功能。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

