在激光焊接领域,无论是作为客户的使用方还是作为供应商的设备方,一旦一个激光焊接项目摆在面前,几乎首要考虑的就是采用脉冲焊还是连续焊。因为这个问题涉及到成本、工艺、加工效率、光源以及后期设备改造升级等诸多因素,所以不得不谨慎对待。本文从原理、光源、光束特点、各自焊接工艺的特点及应用范围等几个方面做一些简单的阐述,以供参考。
图1 半导体激光器连续焊镀锌板
图2 Nd3+:YAG激光器脉冲焊不锈钢板
一、 相关原理
激光器的分类有很多种方法,比如按照波长分类可以分为红外、可见、紫外;按激光工作物质划分有CO2激光器、光纤激光器、Nd3+:YAG固体激光器、Nd3+:YAG碟片激光器(通快独有)、直接半导体激光器、染料激光器等,而连续与脉冲的则是根据激光器的工作方式来判定。一般而言,激光光束在谐振腔内往返一次就会输出一次,不断往返(也叫高频振荡)也就形成了多次输出,当输出频次高到某一个临界值时,我们就称之为连续出光,否则称之为脉冲出光,相对应的激光器也就是连续激光器和脉冲激光器。不过,学界和业内对于二者的划分并无一个统一明确的标准,比较通行的说法是当重复出光频率在102Hz及以下时,是为脉冲(简称Pulsed),102~103Hz时为准连续(简称QCW), 103~106Hz时为连续(简称CW),106~109Hz甚至更高时为超连续。比如大家很熟悉的金属切割领域,IPG、锐科等的光纤激光器典型频率参数是5000Hz,而早期的Nd3+:YAG固体激光切割机典型频率300Hz。在各自功率参数方面,连续激光器一般只给出功率,脉冲激光器会给出单脉冲功率,平均功率和脉宽及频率等,具体划算方法是:平均功率=单脉冲功率×脉宽×频率。
二、 激光光源
在金属的激光焊接领域,一般来说脉冲焊接使用的激光器基本都是Nd3+:YAG固体激光器,而连续焊接大部分情况下使用的是光纤激光器,近年来随着工业级直接半导体激光器的不断成熟与稳定,其在连续焊里的应用也开始慢慢多了起来。不过随着激光器技术的慢慢发展,两者的界限开始变得不那么清晰,比如通快公司的碟片激光器(连续出光)严格来说也是一种Nd3+:YAG固体激光器,且光纤脉冲激光器也开始应用于金属焊接。当然,本文中还是讨论较普遍的情况。
Nd3+:YAG脉冲激光器的特点是脉冲出光,出光频率较低,较小功率的激光器可以发出超高的脉冲能量,比如,一台500W的脉冲激光器,单脉冲功率可以达到12KW甚至更高,如此一来,同等功率的脉冲激光器的焊接穿透力就大于光纤(连续)激光器。连续激光器的特点是超高出光频率和相对稳定且较低的单脉冲能量。有个简单的比喻可以说明他们间的区别,这两种工作方式,脉冲焊类似于打桩机打桩,虽然速度慢,但是每一次撞击都极有分量,而连续焊更像是电锤敲钉子,每次用力很小,但是锤击速度很快。
图3 Nd3+:YAG激光器
图4 连续光纤激光器
三、光束特点
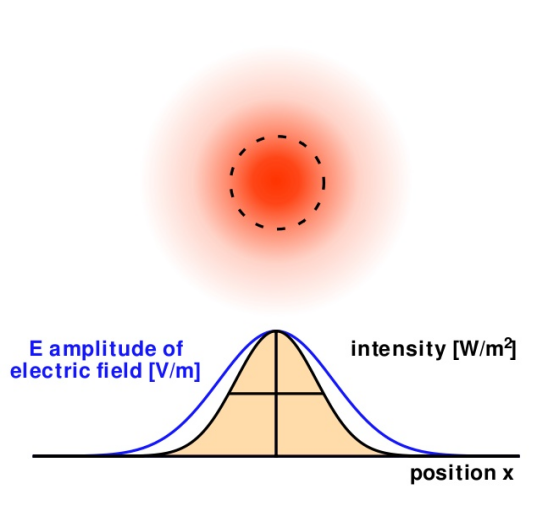
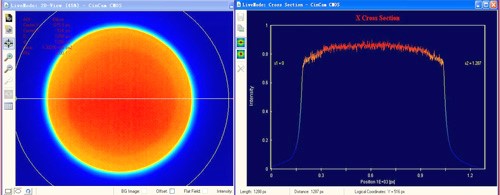
众所周知,连续(光纤)激光器所发出光束是较典型的高斯光束,也就是在光心处功率密度非常高,功率密度沿光心向外而快速变小。而脉冲激光器光强则是平顶型分布,即在垂直于光束的表面,能量近似均匀分布。当然,直接半导体激光器光束分布也近似平顶分布,在此不作详述。
图5 高斯光束的能量能量分布
图6 平顶光束的能量分布
四、焊接工艺
连续焊接出光频率非常高,如果在采取了很好的焊接保护及合适的焊接参数的情况下,可以得到一条均匀而光滑的焊缝,这种焊缝基本不需要打磨或者抛光处理。而脉冲焊接由于出光频率较低,在工作中就可以听出清晰而间断的敲击声,得到的也是一条平整的鱼鳞状焊缝,有些类似于氩弧焊焊缝,或者根据需要,也会形成饱满的单点焊斑。在工艺加工过程中,连续焊接只需要选定合适的焊接轨迹、运行速度、功率大小等几个参数,相对简单,而脉冲焊接就需要对脉宽、出光频率,单脉冲功率、运行速度及脉冲波形等较多参数行进综合考虑,相对复杂。
图6 脉冲焊焊斑(焊点)
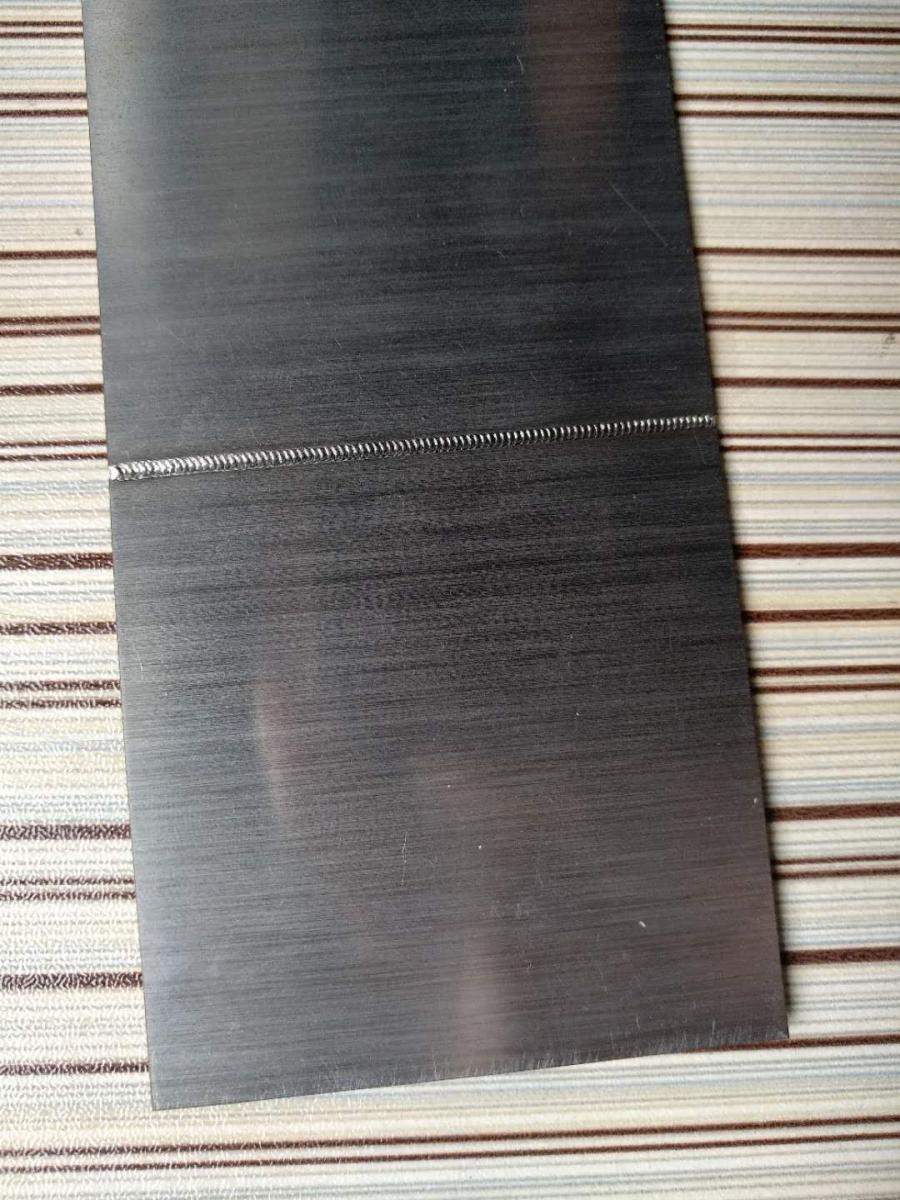
图6 连续焊焊缝
另外,光纤激光光束在光心处能量密度密度非常高,且在现在的技术手段下,可以将激光光束耦合到芯径极细的能量传输光纤中,所以中高功率的光线激光器极适合做深熔焊,得到深宽比极大的焊缝。而脉冲激光光束平顶分布的特性,对于以薄板拼接焊为代表的热传导焊,有着较大的优势。
五、应用情况
连续(光纤)激光器因为其高稳定性、低功耗、高效率、极高的光束质量与能量密度等特点,近几年在焊接领域不断攻占原本属于CO2激光器和Nd3+:YAG固体激光器的市场,未来市场份额还不不断扩大。而Nd3+:YAG固体激光器因发展时间长,市场保有量巨大,未来在一些特殊领域还会大有可为。
如前文已经提到,目前在市场上,连续焊多用于深熔焊,如在汽车零配件领域基本都是采用光纤(连续)激光器进行焊接,并随着光纤激光技术及直接半导体激光技术不断发展,连续焊会应用到更多领域。另外,连续焊接加工以其极高的效率和稳定性很好的契合了目前制造业从手工、半自动化的生产模式转向智能化、自动化的大趋势。脉冲焊的市场未来会继续萎缩,尤其是现阶段,光纤激光器已经发展出足以与其抗衡的准连续激光器。但是我们也已更改看到,Nd3+:YAG固体激光器成本低廉,使用简单易维护,很多特殊材料和特殊焊接要求都要需要使用脉冲焊等特点,也使得脉冲焊未来很长一段时间都会一直存在。
六、结语
如何选择两种焊接方式,是一个需要综合考虑的问题,价格、使用成本、工艺要求、生产效率等因素都应该兼顾到。脉冲焊效率低,使用成本高,但是成本低、单脉冲能量高;连续焊效率高、运营成本低但价高较高,两者各有优劣,所以各有不同的应用范围。如果在前期规划阶段没有谨慎思考与验证,后期在使用过程中会出现很多意想不到的问题,导致客户对公司的信任度下降,这对双方都是一种损失。其实说起来也很简单,没有最好的激光焊接方式,只有最适合客户的激光焊方案,华俄激光努力为客户提供最优质最合适的解决方案,找到合适的焊接方式,哪怕是低端的脉冲激光器,也能为客户创造非常高的价值,实现双赢!









 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

