




近年来,随着消费电子市场竞争愈发激烈,电子产品制造业对产品也提出了更高的要求。传统的加工方式容易导致产品质量不稳定、零件熔毁、难以形成正常熔核,成品率低。而激光加工技术的出现,可以快速的为电子产品生产制造商们解决这些难题。高端电子产品的生产过程中,激光加工在产品的体积优化以及品质提升方面起到了重大的作用,使产品更轻巧纤薄,稳固性更好。据悉,约70%的电子产品加工制造环节都应用到激光技术(超过20种不同的工艺)及相关的制造设备。
目前,激光精密点焊主要应用于电子产品的壳体、屏蔽罩、USB接头、导电贴片等,具有热变形小、作用区域和位置精确可控、焊接品质高、能实现异种材料焊接、易于实现自动化等优势。但焊接不同材料时,需要采用的不同的焊接方式。
创鑫激光焊接工程师根据多次的实验结果,总结出了在消费电子的生产制造过程中,高反材料、金属薄板、异种材料等不同材料应使用何种方式进行激光精密点焊,方能得出最好的焊接效果。
高反材料的激光精密点焊方式
焊接铝、铜等高反材料时,不同的焊接波形对焊接质量影响很大。利用带有前置尖峰的激光波形,可突破高反射率屏障,瞬间的高峰值功率可以迅速改变金属表面状态,使其温度上升至熔点,从而降低金属表面的反射率,提高能量的利用率。另外,由于铜铝等材料导热速度快,故利用缓降波形,可以优化焊点外观。
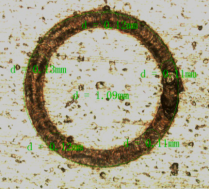
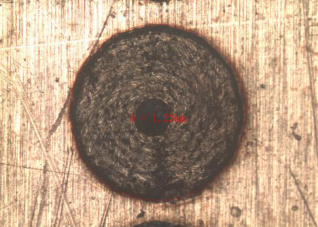
另一方面,金、银、铜、钢等材料对激光吸收率随波长增大而减小,对于铜而言,当激光波长为532nm时,铜的吸收率接近40%。对比分析红外激光器和绿光激光器特征可知,红外激光器光斑尺寸较大,焦深短,紫铜对其吸收率低;绿光激光器光斑尺寸小,焦深长,紫铜对其吸收率高。分别采用红外激光器和绿光激光器对紫铜进行脉冲点焊,可以发现红外激光器焊后焊点大小不一致,而绿光激光器焊点大小更均匀,深度一致,表面光滑(图1-2)。采用绿光激光器焊接效果更稳定,所需峰值功率会比红外激光器低一半以上。
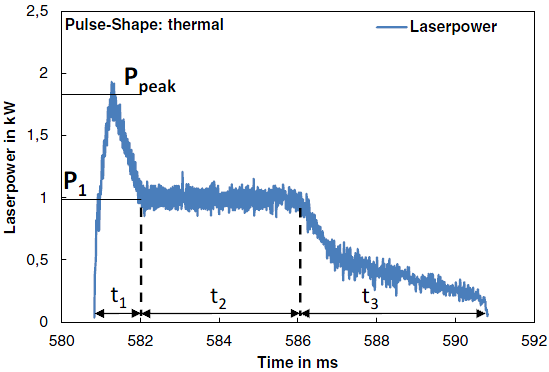
尖峰波形
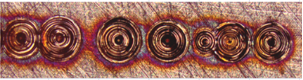
1064nm波长的焊接效果▲(图1-1)
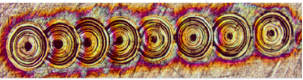
532nm波长的焊接效果▲(图1-2)
金属薄板材料的激光精密点焊方式
传统毫秒级激光器在焊接金属薄板材料时,材料易被击穿且焊点较大;而高反材料因其自身的不稳定性以及在固态时对激光的吸收率低,焊接时常出现爆点、虚焊等现象。为了解决薄板及高反金属焊接难点,通过对光纤激光器QCW/CW模式分别进行模拟量和数字调制,触发一次可以实现N个脉冲输出,以较小的功率实现单点多脉冲焊接。
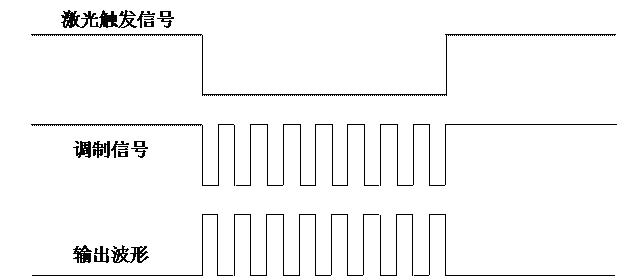
调制方式
高频脉冲点焊表面成型
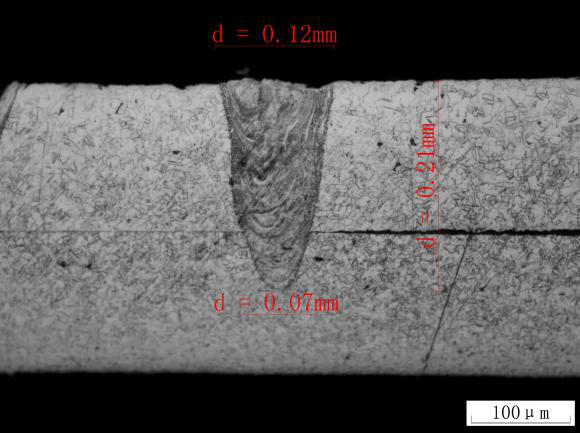
焊缝截面
异种材料的激光精密点焊方式
激光焊接薄板异种材料时,极易出现虚焊、裂纹、连接强度低等问题,这是由于两者的物理性能差异大,互溶度低,且极易生成脆性化合物,这些化合物使焊接头的力学性能大大降低。选用高光束质量的纳秒级激光通过高速扫描方式,精准的控制热输入抑制金属间化合物的形成,实现异种金属薄板搭接,改善焊缝成形及力学性能。
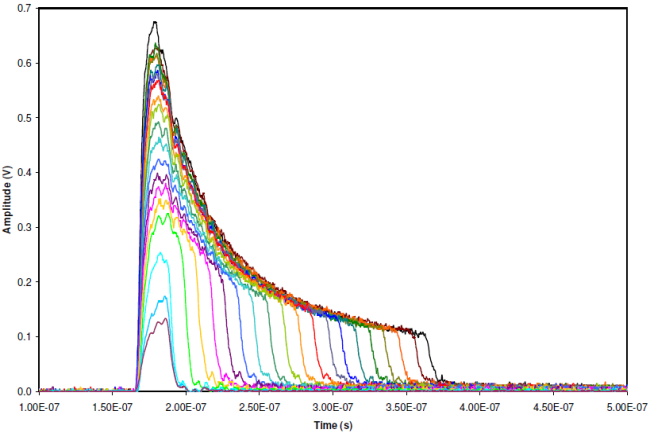
输出波形
扫描方式
焊缝表面成型

焊缝截面
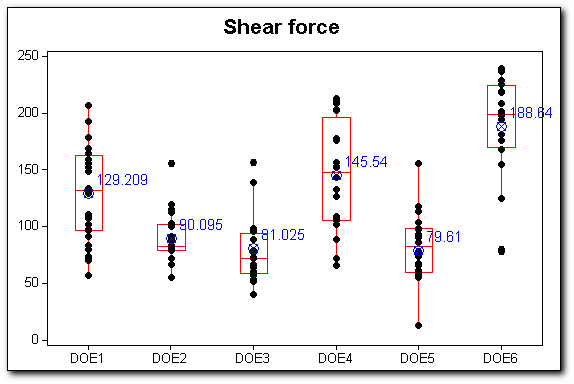
316L不锈钢与6063铝合金焊接强度测试
创鑫激光的准连续光纤激光器、MOPA脉宽可调脉冲光纤激光器因具有高光束质量、高峰值功率、可调可控制等优点,成为激光精密点焊的理想光源。
150W/1500W准连续光纤激光器
该产品具有多样兼容性与控制模式,可切换脉冲及连续模式,并同时处理以往两个不同激光器的加工任务,脉宽波形灵活可调,散热快,电光转换率30%以上,是长脉宽,高峰值功率应用的又一选择。

120W MOPA脉宽可调脉冲光纤激光器
脉宽可调脉冲光纤激光器采用MOPA构造两级放大,脉宽和频率独立可调,使得更多激光应用成为可能。脉宽在60~350ns灵活可调,峰值功率高达10kW,重复频率高达1000kHz,配备自主研发在线隔离器,是激光精细加工的理想激光源。

转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

