




焊接部件设计
1 基本要求
注塑件的焊接性能主要有以下几个方面决定:
– 元器件的设计要求;
– 所使用的焊接工艺;
– 零件的材料;
– 零件的结构。
为了能够在焊接区域内产生焊接过程中所需的焊接压力,焊接部件的结构需要根据使用的焊接工艺进行设计。激光透射焊接中,要求透射激光的部件具有较高的透射率,使得激光光束能够直接作用于焊接区域。而焊接半结晶塑料或者填充塑料时,需要在保证部件机械性能的基础上,使激光的穿透深度尽可能的浅。
2 激光透射焊接的基本原理
激光透射焊接中,激光光束穿透上层透射部件,照着到下层吸收激光的部件。激光能量被吸收部件中的染料或添加剂颗粒吸收,转化为热量。吸收部件融化,通过热传导,热量传递到上层透射零件中。在焊接开始前,两部件在外部压力的作用下相互接触。焊接过程中,零件被局部加热,材料的热膨胀会提供附加的内部焊接压力。在内部和外部焊接压力的共同作用下,两部件被牢固的焊接在一起。激光光束和焊接部件的相对移动形成整条焊缝。
3 材料的光学性能要求
在激光透射焊接中,对两焊接部件光学性能的要求有很大的不同。焊接的先决条件就是一个焊接部件激光透射率很高,而另一个部件激光吸收率很高。同时,两焊接部件的激光反射率都不能太高,否则要使用很高的激光能量密度才能够使焊接区域内的材料熔化。
在近红外光谱范围内,无添加剂的热塑性塑料通常都有很高的激光透射率。同时,不透明的局部结晶塑料、着色塑料以及使用特殊染料着色的黑色塑料也可能具有足够的激光透射率。而通过添加激光吸收剂,可以使焊接部件在表层吸收激光能量。
4 焊接接头型式的工程设计
需要根据焊接任务的要求,来设计零件焊接区域的形状。焊接工艺的选择、注塑零件的形状以及两焊接零件的光学和机械性能决定了焊接接缝的型式。注塑件中的交叠部分(如接套、插槽、定位结构等)不能位于激光光源与焊接接缝之间,因为这样会产生阴影阻碍激光传输。
激光透射焊接一般可以分为有焊缝位移和无现焊缝位移两种形式。
如果焊接过程中无焊缝位移,那么焊接接头型式与胶接技术中的接头型式基本相同(如图1)。

图1 激光透射焊接中简单的焊接接头型式
激光透射焊接工艺中,在不出现焊缝位移的情况下,为了能够得到较高的焊缝强度,两焊接部件的接触面必须平滑均匀,焊接前避免存在接头间隙。焊接时,两焊接部件需要使用加紧装置(如气动加紧装置)夹紧。而对于环形部件,可以通过两部件的过盈配合来减小接头间隙(如图2)。

对于存在焊缝位移的焊接,要求其中一个焊接部件必须能够产生位移。设计时,应该避免零件的边界、加强筋以及隔板等阻碍焊缝位移的产生。而且在部件设计时,需要设计空腔用于存贮熔化的塑料,以改善零件的外观(如图3)。
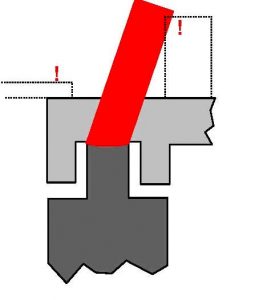
图3 有焊缝位移的焊接接头形式(可以存贮熔化的塑料)
在焊接过程中,加紧装置不可以干涉激光光束的传输(如图3)。在设计时,要特别注意加紧装置和焊接部件的相对位置关系。

图4 有焊缝位移的焊接接头设计举例
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

