




激光焊接将彻底改变钢结构
能源和资源效率变得越来越重要,最近,弗劳恩霍夫材料和梁技术研究所 IWS 与其合作伙伴合作开发传统钢结构的替代方案,该方案还包含了基础硬件和激光安全。该解决方案有助于更温和地加工高强度材料,并显著降低能耗和成本,同时大大提高加工速度。与传统的焊接工艺相比,组件所需的能量输入最多可减少 80%。不仅如此,部件的后续矫直完全从该过程中消除。该创新的焊接工艺预计于2022 年汉诺威工业博览会预览版上展示。
许多技术结构采用某种形式的钢结构。无论是集装箱船、铁路车辆、桥梁还是风力涡轮机塔架,这些结构中都可能有着数百米的焊缝。因此,如果使用传统的工业工艺,例如金属活性气体焊接或埋弧焊,会出现这样那样的问题:由于电弧强度低,所消耗的大部分能量并没有真正用于焊接过程,而是以热量的形式损失给组件。焊后处理所需的能量通常与焊接过程本身所需的能量相似。 “这些能源密集型工艺会对材料造成严重的热损伤,并导致结构严重变形,之后需要进行非常昂贵的矫直工作。”弗劳恩霍夫 IWS 激光束焊接小组负责人 Dirk Dittrich 博士强调说。
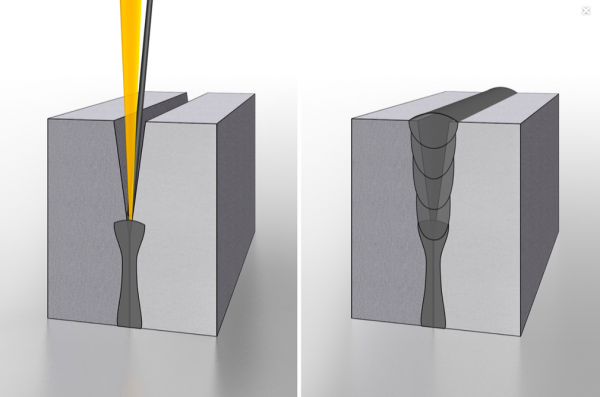
激光束定位在需要焊接的两个板边之间的接合处,同时在其前面插入填充金属,这一过程产生高质量的焊缝。
强大的激光焊接工艺
由 Dittrich 博士领导的一组研究人员与工业合作伙伴一起开发了一种节能替代方案,作为“VE-MES - 节能和低失真激光多道窄间隙焊接”项目的一部分。激光多道次窄间隙焊接(激光 MPNG,见下图)使用市售的高功率激光,由于其层数减少和焊缝体积大大减少,因此从传统方法中脱颖而出。Dittrich 博士在报告中提到了该焊接工艺的主要优势:
“根据组件的不同,我们可以将焊接过程中组件的能量输入降低多达 80%,与传统电弧工艺相比,我们可以将填充材料消耗降低多达 85%,”Dittrich 博士报告说。 “此外,没有必要对所研究的部件进行矫直过程。因此,我们可以减少生产时间和成本,加工高强度钢材并显著改善整个生产链的二氧化碳平衡。鉴于德国和世界各地正在建造大量钢结构,这可能证明是非常有利的。”这是因为激光束的高强度保证了能量输入高度集中在焊接点,而组件的周围区域保持相对较冷。 “焊接时间也减少了 50% 到 70%,”Dittrich 说。
新工艺在焊缝质量方面也很出色——焊缝明显更细,边缘几乎平行,而在传统焊接工艺中,焊缝是 V 形的。 “如果将激光焊接用于钢结构工艺,它将成为德国中型企业的独特卖点,并在国际竞争中巩固其市场地位,”Dittrich 自信地说。 “我们正在为该行业提供一种高效的焊接技术形式,由于其具有成本效益的应用和资源节约型生产过程,它将彻底改变钢结构。”
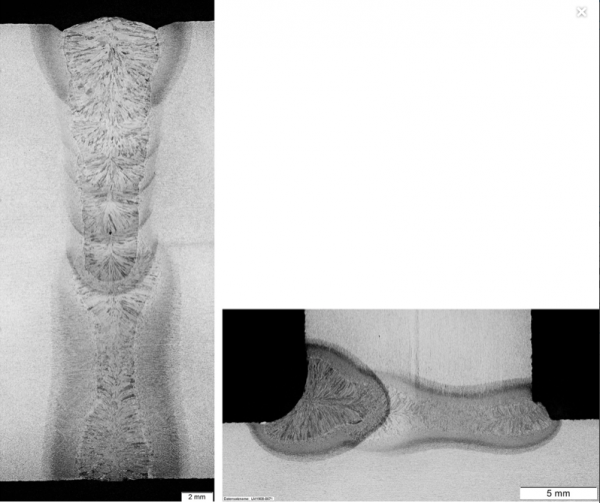
使用激光 MPNG 生产的焊接接头和 T 型接头的横截面显示:可以在显著降低成本和资源消耗的情况下保证的超高焊缝。
实践研究:室内起重机施工用钢梁
Fraunhofer IWS 的研究人员使用室内起重机施工的实际示例展示了他们新开发的性能。他们使用特殊的系统技术和集成的光束保护概念部署了新的焊接技术。室内起重机段的四米长矩形轮廓的实验性设计符合可比的传统生产部件的设计和制造指南。产生了典型的应用焊缝:30 毫米板上的对接接头和完全连接的 T 型接头(15 毫米板)。
对于一米长的焊缝,与埋弧焊相比,厚度为 30 毫米的板材的成本可以降低 50%,包括随后的矫直过程。 对于厚度小于 20 毫米的薄板,也常用金属活性气体焊接工艺,潜在的成本节约甚至更高,高达 80%。 对于大公司来说,仅焊接填充材料每年就可以节省超过 100,000 欧元的成本。 此外,所使用的激光束源由于其高效率(约 50%)和良好的工艺效率(减少 80% 的能量输入),为阻止能源成本上升提供了巨大的潜力。 有了这种实际适用性的证据,该方法现在可以扩展到其他应用。

IWS 的研究人员使用由 S355J2 结构钢(4 x 0.75 x 0.5 米)制成的室内起重机段来证明他们开发的激光 MPNG 焊接工艺与传统焊接工艺相比可降低高达 80% 的能源成本和高达 85% 的填充材料消耗 。
激光多道窄间隙焊接 (MPNG)原理
在添加填充金属的同时,激光定位在要焊接的两个板材边缘之间的接合处。 激光束的能量熔化工件的边缘以及焊丝上的填充金属,然后填充两块之间的空隙并形成高质量的焊缝。 该工艺可用于焊接钢结构中的典型接头配置。 板材边缘是等离子切割的,接头有时会有高达 2 毫米宽的间隙,激光焊接工艺可以可靠地桥接。 在焊接腹板(T 型接头)或对接接头时,该过程可确保接头是完整的,即两个零件在整个接触区域内连接。 在传统的钢结构中,这是存在技术限制的,特别是在使用 T 型接头时。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

