




凡使用过FANUC系统的技术人员都知道,FANUC 系统的PMC 轴控制指令都是由PMC 指令控制的, 而PMC 指令的执行是按先进先执行的固定格式运行的。我们的控制程序设计就要按照这一规律, 根据控制要求编制符合动作顺序要求的满足"先进先执行" 规律的控制程序。下面举例谈谈FANUC OMC 系统PMC轴的控制程序设计。
1 PMC 轴的控制要求
我们的应用实例中, 要求有4个CNC 控制轴和1个固定动作的PMC轴(本文定为W 轴)。本文仅谈PMC 轴的控制程序设计。
控制要求如下(见图1) : (1) 要求W轴参考点到上返向点的速度和距离可用CNC程序修改;(2) 暂停时间可用D参数修改;(3) 往复速度和距离可用CNC程序修改;(4) 往复速度面板可调。
根据图1, 确定其数据传送顺序如下:(1)传送W轴零位到A点的指令(01H)、速度(Vb) 和距离(Sa)。 (2) 传送到达 A 点后的暂停指令(04H) 、暂停时间(Tα)。(3) 传送A 点到 B 点的指令 (01H) 、速度 (Vb) 和距离 (Sb)。 (4) 传送到达 B 点后的暂停指令 (04H)、暂停时间 (Tb) 。 (5) 传送 B 点到 A 点的速度(-Vb) 和距离 (-Sb) 。 (6)M29 指令动作后 , 传送 W 轴回零指令。
其中 ,AB 点之间为往复运动 ,M28 起动往复运动 ,M29 终止其往复运动并执行回零 , 本应用实例中暂停时间 (Ta) 由 D 参数修改。
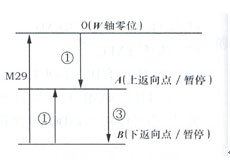
图 1PMC 轴控制要求动作图
2 PMC 轴的指令数据传送要求
我们从FANUC 0MC系统的连接功能手册中可查得PMC轴的指令数据传送要求,如图2。PMC轴的指令数据传送波形图见图3。
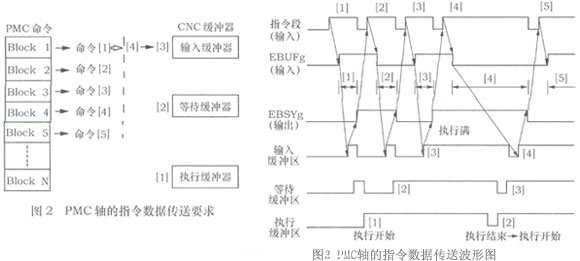
在图2中,当命令[1]执行完成后,数据传送如下:命令[2]→执行缓冲器,命令[3]→等待缓冲器,命令[4]→输入缓冲器。
命令[2]起动执行后,命令[5]可传送到CNC中。
3 PMC轴的指令数据接收条件
我们从FANUC OMC系统的连接功能手册中可查得PMC轴的指令数据接收条件,见表1。
4 PMC轴的控制程序设计
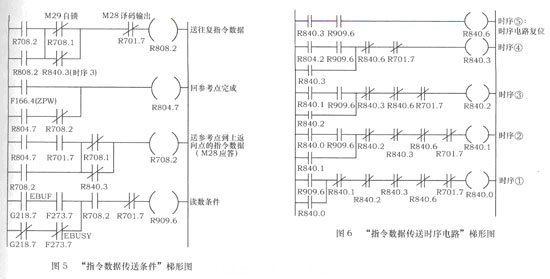
根据PMC轴的控制要求,我们设计了指令数据传送图(见图4)、“指令数据传送条件”梯形图(见图5)、“指令数据传送时序电路”梯形图(见图6)和“指令数据传送”梯形图(略)。
5 CNC控制程序
% O0099
┊
┊ 其他轴控制程序
N5 M29; 确保 W 轴起动往复运动前在零位
N20#1133=25000; 零点到上返向点的距离 (25000 mm)
N30#1132=10000; 零点到上返向点的速度 (10.Om/min)
N40 M91; 将零点到上返向点的距离和速度
(F196/F162) 送 PMC
N50#1133=3000; 往复运动的距离 (30.000m)
N60#1132=8000; 往复运动的速度 (8.Om/min)
N70M90; 将往复运动的距离和往复运动的速度
(F196/F162) 送 PMC
6 结束语
本设计经过使用, 使用方便、工作可靠, 充分使用了系统的多种功能。但要指出的是, 必须选订αL系列小惯量电动机, 以确保系统在W轴高速往复运动时不会产生过流(I2t) 报警。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

