



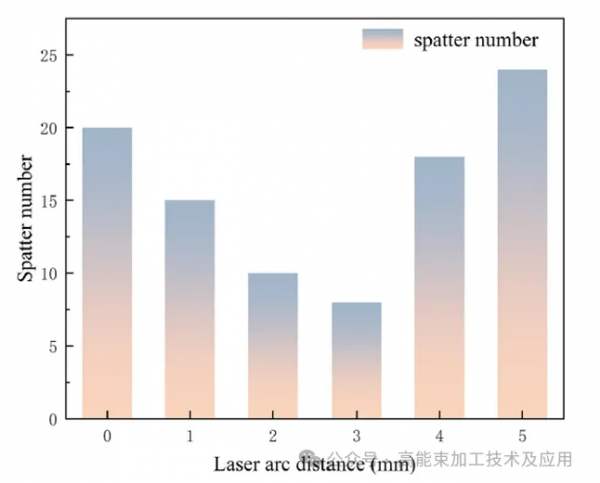
来自兰州理工大学的研究人员在国际期刊“Journal of Manufacturing Processes”发表了论文“Arc instability in hybrid laser-GMAW welding process using Ni based filler wire NiCrMo-4”。 01 论文导读 本文通过引入电流与电压的变异系数(Cv),定量评估了激光-GMAW复合焊接(LAHW)过程中电弧稳定性,突破了传统仅依赖熔滴过渡频率和临界尺寸的评价局限。研究构建了激光诱导金属蒸气反作用力的理论模型,并采用红外测温实验对熔池温度参数进行校正,实现了对该作用力的量化计算与作用范围界定。结合高速摄影与示波器进行过程分析,明确了激光-电弧轴向距离(DLA)对熔滴行为与电弧稳定性的调控机制,为镍基合金的高质量焊接提供了新的过程监测方法与工艺优化理论依据。 02 全文概述 本研究通过实验与理论分析,探讨了LAHW中DLA对ER-NiCrMo-4镍基合金焊接稳定性的影响。结果表明,DLA在2~3 mm时电弧最稳定,电流电压波动最小,熔滴过渡模式由不规则旋转喷射转变为稳定投射过渡。高速摄像分析显示,DLA过小或过大会导致熔滴过渡不稳定、飞溅增多。该研究为镍基合金LAHW工艺的优化提供了重要依据,推动了其在高端装备制造中的应用。 03 图文解析 如图1所示,随着DLA增大,电流与电压的变异系数(Cv)先降后升,并在DLA=3 mm时同时达到最小值,表明该条件下电弧燃烧最稳定、工艺波动最小,显示出激光与电弧能量在特定间距下热源耦合效果最佳。 图1. 焊接电流和电压的变异系数Cv。 如图2所示,当DLA为0 mm和1 mm时,电信号循环图波动显著,存在离散点;DLA为2-3mm时,曲线集中且稳定;而DLA增至4-5mm后,散点再度增多,过程稳定性下降,表明该距离下激光-电弧耦合作用减弱。 图2. 不同DLA的环形图对比。 如图3所示,金属蒸气反作用力(FD)随DLA增大而减小,当DLA为0 mm时达到最大值0.04 N,显著影响电弧与熔滴稳定性;当DLA增至2 mm时,FD接近零,其对熔滴过渡的干扰基本消失。该结果从力学角度解释了DLA过小时工艺不稳定的原因。 图3. DLA与金属蒸汽反冲力之间的关系。 不同光丝间距(DLA)显著影响熔滴过渡行为:DLA为0-1mm时,熔滴受金属蒸气反作用力干扰,熔滴过渡过程不稳定;DLA为2-3mm时,实现稳定射流过渡,飞溅极少;DLA增至4-5mm后,耦合减弱,过渡再次失稳,出现明显飞溅缺陷。 图4. 不同DLA下熔滴过渡行为的示意图。 图5可以得出,飞溅数量随DLA增大呈先降后升趋势:DLA为0-3 mm时,飞溅显著减少,尤其在2-3 mm区间达到最低,表明过程稳定性最优;当DLA增至4-5 mm,飞溅数量再度上升。 图5. 不同DLA下熔滴的飞溅数量统计。 04 结论 本文揭示了DLA对镍基合金激光-GMAW复合焊接稳定性的影响机制,通过多模态分析方法为镍基合金材料的高质量焊接提供了重要理论依据与工艺指导,得到了下列结论: (1)通过电信号变异系数Cv和高速摄影发现,DLA在2–3 mm范围内电弧稳定性最佳,电流电压波动最小,熔滴实现稳定投射过渡,飞溅极少。而DLA小于1 mm以及大于4 mm时,均出现显著的不稳定的熔滴过渡过程和飞溅缺陷,表明激光-电弧能量耦合对过程稳定性具有决定性作用。 (2)建立了激光诱导金属蒸气反作用力的理论模型,结合红外测温实验进行参数校正,量化了该力随DLA增大而衰减的规律。当DLA超过2 mm时,反作用力接近零,其对熔滴过渡的干扰基本消失,从力学角度完整解释了不同DLA下的工艺稳定性差异。



转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

