




1. 激光加工技术概述
激光加工技术,即是利用“高功率,高密度,高方向性,高单色性,高相干性”的激光束作用在待加工材料或零件上,产生相互作用的过程。按照加工类型,一般可分为如下几种:

激光加工技术的优点主要总结为如下几个方面:
非接触式加工
能量集中,热影响区域小,待加工材料或零件的形变小
激光束易于聚焦导向,可自动化程度高
加工稳定性好,效率高
2.激光加工系统中激光器的分类
激光加工系统中最核心的组成部分即是激光器,可以按照激励类型,工作波长,工作介质等多个维度进行划分:
1)气体激光器:介质是气体的激光器,此种激光器通过放电得到激发
激光器简介:CO2激光器,工作波长10600nm
工作原理:它以CO2气体作为工作媒介,它的工作过程主要是将CO2气体和其它辅助类气体一同充入放电管,然后在电极上放上高压,这时放电管将会通过辉光放电,从而激发气体产生波长为1064um的激光
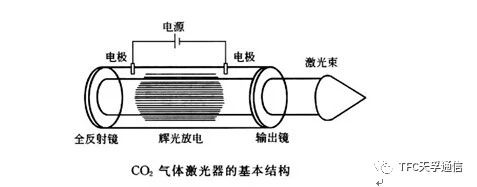
典型应用:适用于非金属,玻璃(含光纤),等材料的加工
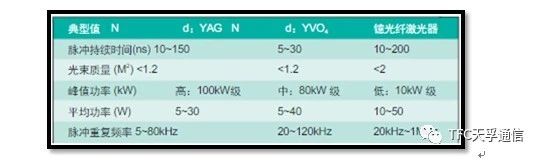
2)固体激光器:工作介质是在作为基质材料的晶体或玻璃中均匀掺入少量激活离子。固体激光器输出峰值功率可以很高,光束质量好,性噪比高
激光器简介:
Nd: YAG激光器:最常用的固体激光器,工作波长一般为1064nm
Nd: YVO4激光器: 低功率应用最广泛的固体激光器,工作波长一般为1064nm,可以通过KTP,LBO非线性晶体倍频后产生532nm绿光的激光器
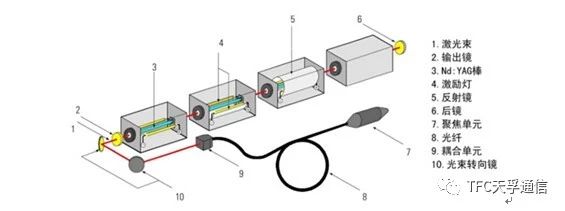
典型应用:适用于金属,塑料,等材料的加工
3)光纤激光器:采用光纤作为激光介质的激光器
激光器简介:稀土掺杂光纤激光器
工作原理:将激光介质做成细长的光纤形状,有效增大了表面积,有利于散热问题的解决
典型应用:低功率激光打标,激光雕刻,高功率重金属切割,激光焊接
3. 激光加工的选型及核心技术要素
1)波长:不同材料对波长的吸收能力也不同,因此我们需要根据待加工材料的类型,来选择对应吸收能力波长的激光(器)
红外系列(1064nmor1053nm): 金属,塑料,聚碳酸酯,酚醛塑料,ABS,氧化/着色等材料;
绿光系列(532nmor 527nm): 高反光金属(铜/黄铜),陶器,箔片,塑料,硅,合成物等材料;
紫外/深紫外系列(355,351,266,263nm): 玻璃,组织材料, 尼龙,聚乙烯等塑料品;
CO2系列(10600nm): 玻璃(含光纤),橡胶,皮革,纸板,PVC等材料;
2000nm波长系列:利用水分子对2um波长的激光有很强的吸收,激光对皮肤组织的穿透深度浅,因此2um波长的高功率激光非常适合应用于微创手术
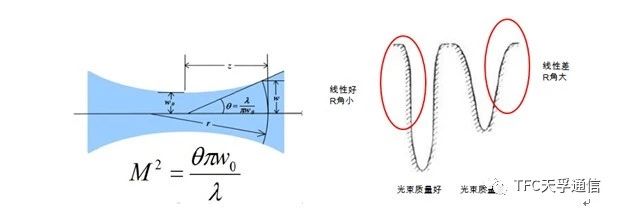
2)光束质量:激光加工是一个热效应的过程,激光束的能量集中在加工材料的“靶区”范围内,材料吸收能量,完成加工过程。而激光光束是一种非均匀高斯球面波,因此激光光束空间能量分布形状会直接影响到待加工材料的焦斑总能量情况,也就是影响到加工质量
3)功率(亮度):顾名思义就是激光输出的能量,会直接影响到加工的深度或强度等因素
4. 激光加工在光通信产品(光器件)领域的应用
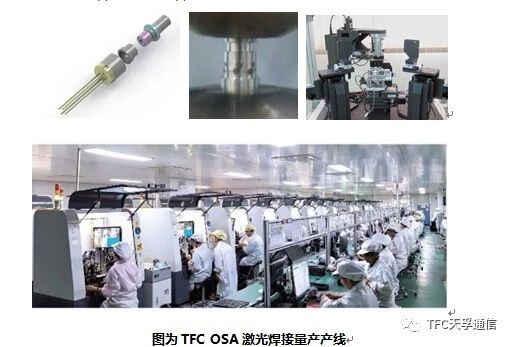
1)激光焊接:在OSA产品中的激光焊接应用最为典型的,也已经成为行业的标准流程。相比较于粘胶和电阻焊工艺,激光焊接技术的优势是毋庸置疑的

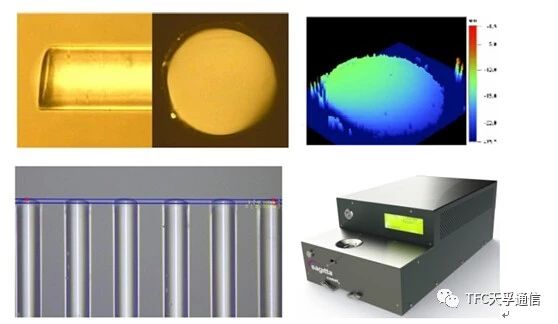
2)激光切割:利用CO2激光器对连接器件的光纤进行切割加工,代替传统的研磨工艺,这在数据中心多模短距光模块的应用中也已经越来越广泛。虽然目前激光加工精度还无法比拟研磨工艺,但其低加工成本,灵活的切割角度调整,以及避免了研磨工艺造成的光纤端面污染问题是其吸引力所在
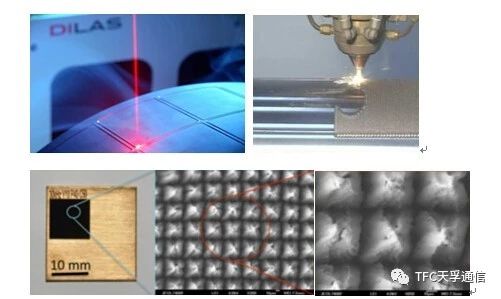
3)激光表面处理:利用激光对待加工材质表面进行处理,可以获得改性,打磨,去除等多种效果
改性处理:获得熔化,气化,光化学反应(化学气相沉积)等效果,例如利用淬火效果,可以大幅增加材质的耐磨性,抗腐蚀,抗氧化等能力
打磨:例如对材料表面进行粗糙化处理,增加材料与胶水之间的粘结效果
去除:激光清洁等
4)其他应用:包括激光打标,激光成型等
5. 激光加工技术在光通信产品应用前景探讨
光通信领域,市场对通信带宽的需求呈几何倍数逐年增长,随之推动延伸出诸多新技术,这些技术从理论化到产品化以及最终商业化的过程,需要配套加工技术更新换代的推动。我们不妨探究如下几个应用层面:
1)超短脉冲激光器的应用
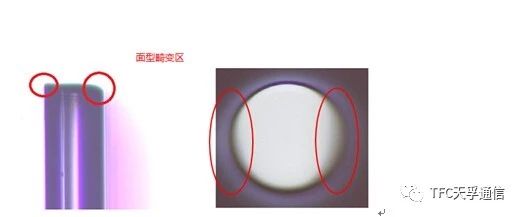
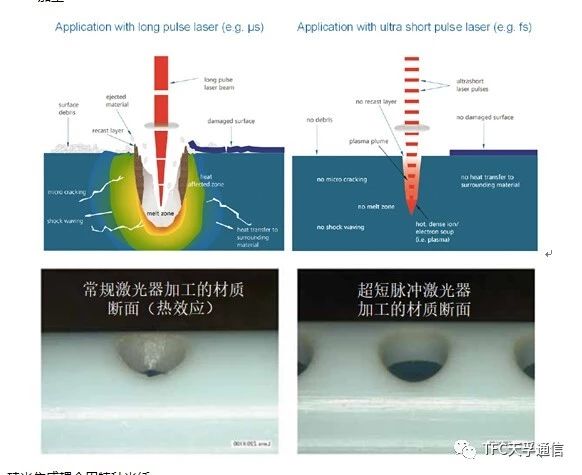
超短脉冲激光器可以实现“激光冷加工”,如我们前面介绍的,常规的激光加工技术都会产生不可避免的热效应,引起材料变形。例如,光纤切割过程,就会造成光纤截断面的形变,而超短脉冲激光器的特点如下,这对于我们降低加工材料的面型畸变无疑是一个很好的解决途径
加工的“无热影响”:脉冲持续时间大于10ps的传统激光,与材料作用时,热过程将起到主要作用。脉冲持续时间小于10ps的超快激光,由于脉冲持续时间只有皮秒、飞秒量级,远小于材料中受激电子通过转移转化等形式的能量释放时间,能量来不及释放该脉冲已经结束,避免了能量的转移,转化以及热量的存在和热扩散,实现了真正意义上的激光“冷”加工
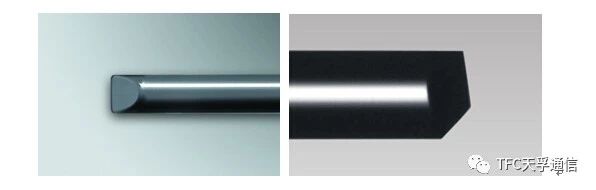
2)硅光集成耦合用特种光纤
包括楔形光纤,锥形光纤等的加工,目前仍主要以研磨工艺为主,工艺复杂,成本高,如果能够利用激光加工技术,解决面型畸变,那么将会有很大的适用潜力
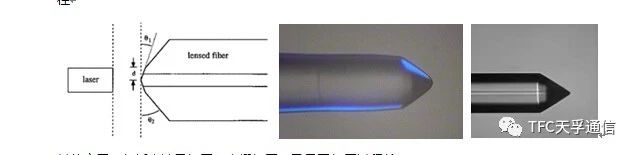
3)透镜光纤
目前无论在光模块应用中,无论是塑料Lens,玻璃Lens还是硅Lens都有着大量应用。目前大多透镜光纤仍然使用熔融拉锥和机械加工的方式,如果Lensed Fiber的加工成本能够大幅降低,那么在很多应用场景中,就可以降低整个封装器件的数量和成本。激光加工或许是一条可行路径
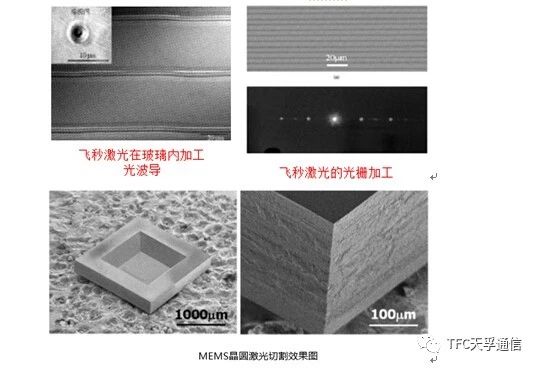
4)其他应用:包括光波导加工,光栅加工,及晶圆加工过程等
总结,相较于包括消费电子,工业应用等行业在内,光通信行业尤其是细分到光器件行业,无疑是一个小众领域,但光器件产品生产过程中又大多属于劳动密集型产业。多关注其他领域和行业的新技术应用,例如包括激光加工在内的先进加工工程,这些无疑会对光器件产品提升质量稳定性,持续降本提供强大推动力。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

