




采用矩形光斑进行激光淬火,具有较高的淬火效率和淬火均匀性,通过宽带矩形光斑进行多道搭接激光淬火,是实现大面积激光淬火强化的重要途径。然而,宽带多道激光淬火过程中,搭接带间的软化问题是困扰其应用的关键,本研究对此进行了工艺优化研究。
一、试验材料及设备
试验所用材料为42CrMo,采用CT-150半导体激光专用吸光涂料,喷涂在样品表面,提高其吸光率。激光设备为3kW机器人半导体激光强化系统,聚焦镜为15mm×2mm的宽带镜。
利用XJL-03型显微镜进行熔覆层组织分析,采用HVS-1000A维氏硬度计测定熔覆层的显微硬度,测量时载荷0.2kg,加载时间为10s,分析淬火带及搭接带的硬度分布规律。
二、试验结果
激光功率选择2kW,扫描速度选择8mm s-1,光斑为15mm×2mm,改变搭接量分别为0.5mm、1mm和2mm进行试验。不同搭接量及不同深度处,硬度曲线图。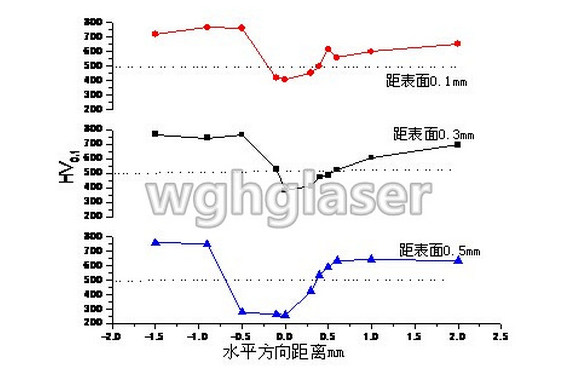
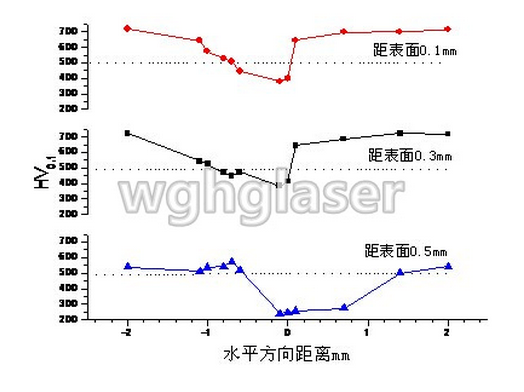
图2 搭接量为1mm、离表面不同距离处的硬度分布图
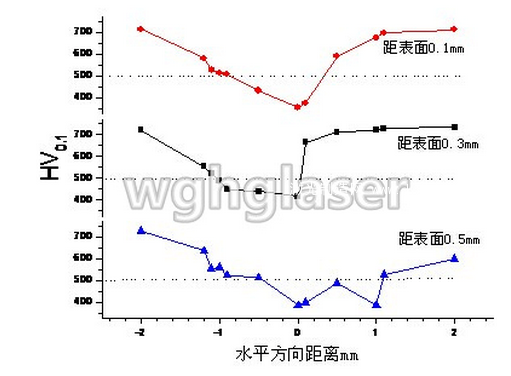
图3搭接量为2mm、离表面不同距离处的硬度分布图
三、结论
搭接0.5mm,1mm,2mm时表面软化带宽度分别为0.7mm,1.1mm和1.2mm,软化带的硬度差别不大,约为HV400-440,但是搭接0.5mm,1mm时,搭接区域硬化层底部存在未淬火的三角形区,硬度仅为HV240,三角形面积随搭接量的减小而增大。因此,最优化搭接参数为搭接量为2mm,即搭接率为13.3%。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

