






在高扫描速度下,用高重复频率的飞秒光纤激光器切割晶圆,明显比用纳秒激光器切割的晶圆具有更高的断裂强度。
半导体芯片和封装正在向更高密度的互连方向发展。融入半导体芯片(如处理器和存储器)中的复杂的材料成份,对封装技术提出了新的要求。目前,传统的机械晶圆切割技术仍占据主导地位,但是当切割厚度小于100µm的晶圆时,机械晶圆切割方法会受到一定的限制。随着芯片中的线宽越来越窄,以及低k电介质绝缘薄膜的使用日益增多,传统的光纤激光器机械晶圆切割技术只能勉强满足下一代集成电路的生产需求。
在过去十年间,业界一直在研究激光晶圆切割技术,以克服传统的机械晶圆切割技术的局限性。研究发现,紫外(UV)纳秒激光器对具有脆弱的后端互连的晶圆进行切割时,在产量和可靠性方面都比传统的机械晶圆切割技术大为提高。但是,纳秒激光切割所产生的热效应将降低晶圆的断裂强度,从而降低了最终器件的寿命和可靠性。[1]为了解决这些问题,美国IMRA公司利用超短脉冲光纤激光器切割晶圆,与传统的机械切割技术相比,这种方法获得了更高的晶圆断裂强度,同时还能满足业界对产能和成本的要求(见图1)。
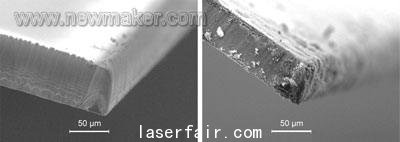
图1:利用飞秒激光器在高扫描速度下切割晶圆,切割效果因扫描速度的不同而不同。左、右两张图分别是以4m/s和80mm/s的扫描速度切割晶圆的效果图,很显然,扫描速度越高,切割效果越好。
切割挑战
尽管二极管泵浦固态(DPSS)紫外纳秒激光系统克服了半导体加工中的许多问题,但是纳秒激光切割所产生的热效应大大降低了晶圆的断裂强度。
晶圆的断裂压力为σ=3FL/2bh2,其中F为施加的压力或张力,L为跨度,b为晶圆的宽度,h为晶圆的厚度。利用图2所示的三点弯曲试验装置测量断裂压力,采用机械切割技术,晶圆的断裂压力通常是650MPa,断裂压力与施加力的方向无关。采用紫外纳秒激光技术,晶圆的断裂压力显著降低至440MPa(施加压力)和200MPa(施加张力)。使用三点或四点弯曲试验装置,激光切割晶圆在压力或张力情况下的断裂压力差减少,施加压力时断裂压力是250MPa,施加张力时断裂压力是174MPa,小于采用机械切割技术晶圆断裂压力的一半。[2]当切割速度大于100mm/s时,产量显著提高,但是断裂压力也随之显著降低,从而影响器件的封装,进而降低了整个设备的寿命。
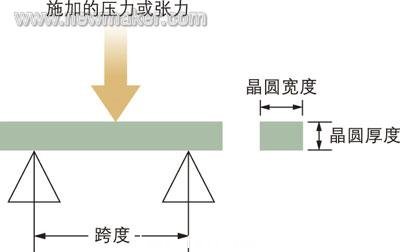
图2:用于分析半导体晶圆断裂压力的三点弯曲试验装置
超短脉冲激光器可以消除纳秒激光脉冲在切割区域外所产生的热扩散。[3]但是,切割质量的改善通常需要很快的切割速度。研究表明,当激光对切割目标的影响较小时,可以获得高质量的切割端面。对于传统的Ti:sapphire飞秒激光系统,若产生能量为1mJ、重复频率为1kHz的超短脉冲,输入脉冲能量必须经过衰减或者使能量分布呈线聚焦。然而,即便Ti:sapphire飞秒激光系统处于最佳运行条件,切割厚度为50µm的硅晶圆时,其最高切割速度也只有5mm/s。[4]
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

