




汽车零部件的钣金覆盖件包含机盖、后盖箱、水箱架、保险杠、叶子板、车门,还有底盘件的元宝梁、控制臂、后桥,以及驾驶室框架的高压成型管等等,往往需要三维的切割,包括修边和冲孔等,传统工艺有开模冲压,等离子切割,机械雕铣或五轴机床激光切割等。

在样车试制、小批量试生产、变形车、特种车和备件市场维修市场中,传统的模具冲压工艺显然不能发挥其优势。冲压件的内框、孔、内轮廓和外轮廓等的切边和切孔等工作只能依靠手工完成,操作困难,出现废品的机率较高,无法保证不同切割件的重复精度,无法满足市场上对产品质量越来越苛刻的要求。手工操作的加工时间长,加工后的产品必须逐件进行检验,很难符合车型开发周期越来越短的客观要求。而且车型改变时需要更换全套模具,投资风险较大。
等离子切割的方式,导致切口边缘不整齐,需要下一道工序来打磨,费时费工。小孔只能用手钻或冲床来加工,工作效率低下。手持离子设备对人体有一定的辐射,粉尘严重污染人体健康。而且等离子工人的用工管理对企业主也是一个棘手的问题。等离子切割的流程较为繁琐,图示如下:

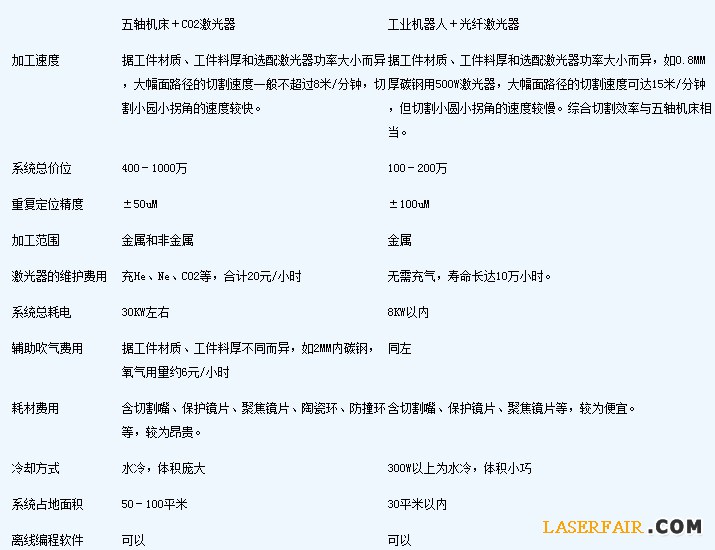
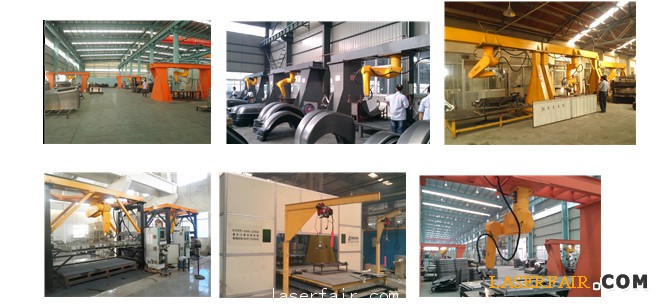
一些规模较大的生产厂家,率先引进了国外先进的五轴镭射切割机,大大改善了工艺效果,提高了生产效率。因为五轴机床目前基本上都是整机国外进口,价格极其昂贵,动辄三五百万以上的设备价位,对广大中小型生产厂家是一个难以普及的门槛。而且目前三四百万的中低端的五轴镭射切割机,选配的激光器基本上都是2KW的快轴流CO2激光器,需要充He,Ne,CO2等气体,充气费用在20元/小时左右,系统耗电在30KW左右,加上辅助切割的氧气费用和零星耗材,累计每小时的使用费用高达80元左右。包含冷却包含充气在内的系统占地面积高达数十平米。图为进口的五轴激光机床的工作现场。

我公司根据前期大量的市场调研,结合汽车钣金覆盖件和底盘件的行业特点,现推出工业机器人+光纤激光器的组合进行三维切割,整机价位在100-200万元,耗材耗电总费用控制在每小时20元内,彻底有效的解决了上述问题。
首先,用工业机器人代替五轴机床。两者都能进行空间轨迹的描述实现三维立体切割,工业机器人的重复定位精度比五轴机床稍低,约为±100uM,但这完全可以满足汽车钣金覆盖件和底盘件行业的精度要求了。而采用工业机器人大大降低了系统的成本造价,减少了耗电系统费用和系统运行维护费用,减少了系统的占地面积。
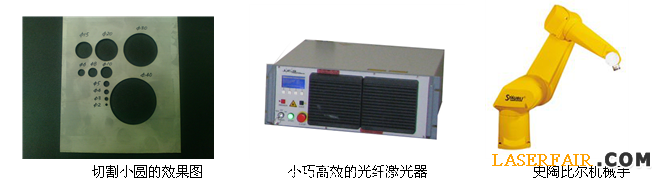
其次,用光纤激光器代替CO2激光器。光纤激光技术是近几年高速发展的激光技术,相比传统激光,具有更好的切割质量,更低的系统造价,更长的使用寿命和更低的维护费用,更低的耗电。关键是光纤激光器的激光可以通过光纤传输,方便与工业机器人连接,实现柔性加工。
其三,本系统唯一的缺陷,是只能加工金属工件,不能加工非金属工件。这是因为本系统采用的是光纤激光,其波长为1064NM,相对于波长为10640NM的CO2激光,不易为非金属工件所吸收的缘故。
总之,采用工业机器人+光纤激光器的组合进行加工,修边冲孔等工艺一次完成,切口整齐无需后道工艺再处理,大大缩短了工艺流程,降低了人工成本和模具费用的投入,也提高了产品档次和产品附加值。选配我公司的离线编程软件,通过数模直接生成切割轨迹,抛弃了繁杂的人工示教,更加适合小批量多批次的维修市场、新品试制和非标定制等一些个性化的切割需求。而且,投资高柔性高效率的激光切割设备,来代替昂贵的冲压设备和剪裁设备,可以更加灵活的更换产品,把握市场。
耗电耗材:
系统耗电:<8KW(根据选配激光器功率大小而异)
零星耗材:<0.5元/小时(包括高功率激光器水冷系统的滤芯、切割头气嘴和切割头保护镜片)
吹气费用:<6元/小时(以用纯氧辅助切割2MM内碳钢为例)
性能指标:
激光功率:200W/300W/400W/500W/1000(根据工件材质和料厚可选)
激光波长:1070NM
工作区域:半径2米的半球形工作区域(选配半径2米的机械手)
切割速度:0-15米/分钟(根据功率大小和工件材质与厚度可调)
供电电源:三相交流380V
用电功率:<8KW(根据选配激光器功率大小而定)
冷却方式:风冷/水冷(根据选配激光器功率大小而定)
切割头焦距:5-7英寸(根据工件厚度可选)
机械手重复定位精度:±0.1MM
机械手保护等级:IP65
系统使用寿命:十万小时
系统保修:2年
系统选型:
1.根据工件大小选配不同臂长的机械手。在置顶安装的情况下,机械手为半球面的工作区域,考虑到用户的实际加工情况和后期产品升级空间,建议采用臂长2.01米的机械手,可达直径3米的半球形加工区域。
2.根据工件材质和厚薄选配不同功率级别的光纤激光器。金属的切割以碳钢、铝和不锈钢三种为代表,铝等为高反射材料,同样料厚情况下需选配更大功率的激光器,碳钢比较容易切割,典型参数为2MM内厚碳钢选用200W激光器。具体选型可接洽我公司工艺工程师。
3.根据工件厚薄选配不同焦距的切割头,有3、5、7英寸可供选配。6mm以下薄板切割可选5英寸的中焦距切割头,6mm以上中厚板切割一般选用7英寸的长焦距切割头。
4.根据实际需要选配离线编程软件。
三维切割系统的七大技术优势:
1.因为采用了业内最高精度的史陶比尔机械手,本体较轻,切割速度快,在小弧度的精细切割和大边的高速切割方面具有明显优势,实际切割速度可以达到18米/分钟而无抖动,综合加工效率是其他品牌机械手组合的两倍,性价比高,还可以节约一组的耗材和人工,后期可以少追加设备也能满足产能要求。典型参数为0.8MM厚碳钢用300W激光器,大边的切割速度可达10米/分钟以上,采用400W激光器可达15米/分钟以上。有些品牌的机械手,因为自重高达四五百公斤,吊装后微小的抖动会通过2米臂长的放大,影响切割精度,所以不管用多大的激光器,实际切割速度一般不会超过6米/分钟。
2.切割精度高。系统重复定位精度高达±0.1M,完全可以满足汽车钣金覆盖件行业的精度需求。可切割直径小至2MM的小圆,切割效果圆滑美观,目测无形变和毛刺。
3.切割幅面大,实际死角小。选配臂长2.01米的机械手,除了实现直径达3米的半球形三维加工区域外,还可实现2.5米×1.25米的二维平面切割。
4.针对三维切割的现场情况,我公司自行开发了三维切割头,性能稳定,价格低廉,维修便捷。在汽车钣金覆盖件行业,工件的形变和破损会引起切割头的碰撞,加上工人操作的失误,切割头的碰撞与损坏更是不可避免的。而国外切割头的维修周期长,价格昂贵,耗材费用偏高。
5.根据实际需要选配离线编程软件,可读取UG,SOLIDWORK等三维作图软件导出的vda,igs,x_t,sldprt,prt,stp,ipt,par等格式的数模,修改后直接生成切割轨迹,代替人工示教,简单易用。
6.工业控制理念,模块化设计,全系统的防护等级为IP55,机械手防护等级更是高达IP65,系统集成度高,故障少,抗冲击振动,抗灰尘,无须光学调整或维护,真正适合于工业加工领域的应用。而其他同类产品为简单集成,设备的稳定性较差。
7.系统的工艺性和易用性较好。我公司对史陶比尔的机械手软件做了大量的二次开发,很多人性化的功能可以实现,如专家数据库功能。不同的材质(如碳钢和镀锌板和不锈钢),不同的料厚,不同的速度,需要对应不同的激光功率和吹氧压力,我公司通过自行开发的数据库功能模块来实现参数的自动匹配,这就大大降低了对操作工人的要求,降低了对工人的管理难度。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

