





在激光加工领域,波长与材料的适配性对加工效率与质量有决定性影响。当前,金属领域的加工多以波长在1μm左右的红外光源为主,但面对多样化材料的高质量加工需求以及越来越多的个性化场景时,如铜、铝、金、塑料等材料的焊接,需要更为匹配的波段和更先进的激光技术来应对。
以在电子产品、电动汽车等制造领域广泛应用的铜来说,随着消费升级的提高,生产制造中对铜的高可靠性焊接和连接要求也越来越高。但由于铜的导热系数过高,几乎是纯铁的5倍,纯铝的1.7倍,铜对红外激光吸收率低,单纯采用红外激光进行直线焊接,具有不稳定的工艺窗口和最大的熔深波动,易出现焊接飞溅、熔融金属喷溅、气孔和熔透深度大幅波动等问题。
创鑫激光旗下子公司宝辰鑫作为激光解决方案专家,已沉淀了基于红外光源的连续、准连续、脉冲、环形光斑等多光源技术。同时,针对不同材质的应用场景,宝辰鑫不断丰富激光源产品方案矩阵,开发了半导体、蓝光、绿光、蓝光红外复合、2μm波长等多光源焊接方案,可以为制造业的高质量加工需求提供关键支撑。
蓝光半导体焊接
挑战高反加工“硬骨头”
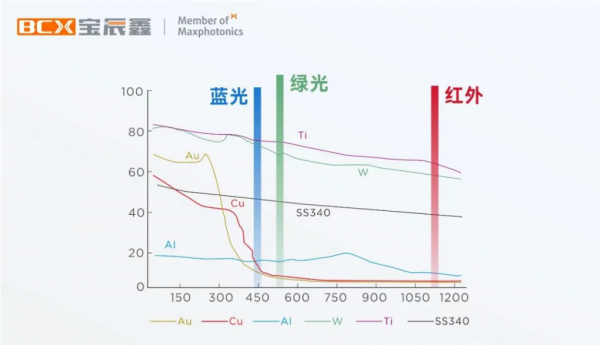
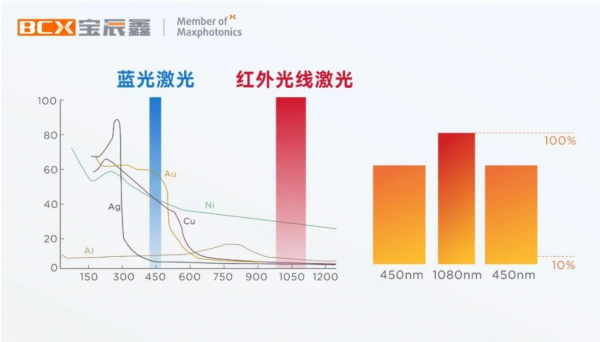
铜、金等高反射金属材料的焊接,历来是金属加工领域富有挑战性的“硬骨头”。由于红外激光被材料表面大量反射(铜对红外光吸收率仅为5%左右),不仅能量利用率低,而且吸收波动大,容易引发焊缝成形差、飞溅多、热裂纹等一系列问题。
宝辰鑫针对高反材料焊接难题,推出蓝光半导体光源方案BD 500-1500M,最高功率可达4000W。其450nm左右的短波长特性可以将对铜材料的吸收率从红外激光的约5%跃升至50%以上,有效减少了焊接过程中的飞溅、气孔等缺陷,实现高反材料加工质量、效率和工艺良率的质的飞跃。
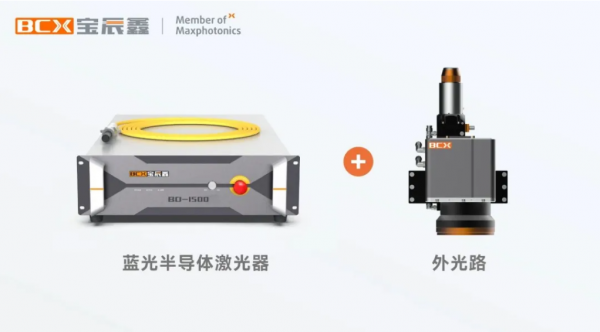
△宝辰鑫蓝光半导体焊接方案
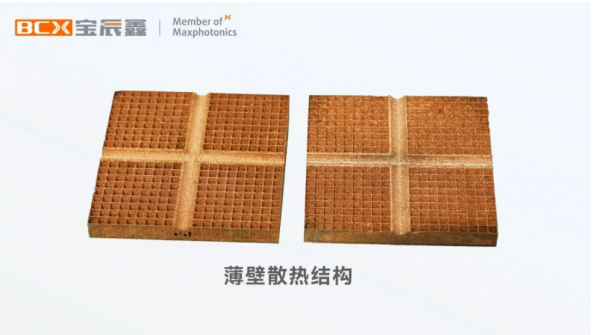
同时,蓝光激光的高吸收率特性还具有多重工艺优势。与红外激光相比,蓝光激光器可以更低功率实现同等熔深,热影响区也更小,特别适合薄铜箔、微细铜线等对热敏感材料的精密加工,而且还降低了设备能耗,更具成本优势。
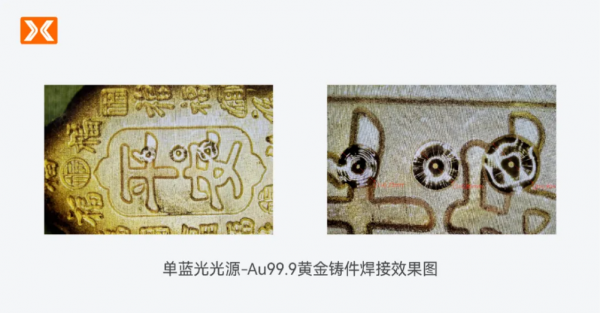
在使用宝辰鑫蓝光光源方案对Au99.9黄金进行焊接时,经验证显示,焊接过程稳定,焊点表面无焊穿、虚焊、焊洞、炸火,无凸起余高,焊缝平滑、无发黑及明显氧化现象,焊点成型良好。
绿光连续焊接
成就精密加工新利器
除了蓝光激光外,绿光激光方案同样对铜等高反射材料有更高的吸收率,成为加工此类材料的优选方案。
宝辰鑫绿光连续焊接方案核心搭载绿光BFSC 100-500M,波长范围530-534nm,铜对于激光的吸收率可达40%,是红外光吸收率的 8 倍左右,且能量耦合效率更高,可以显著降低铜深熔焊接的阈值功率,焊缝表面的熔喷量和飞溅数量少,进而实现高品质、高效率、低能耗的精密焊接。

△宝辰鑫绿光连续焊接方案
绿光连续焊接方案还具有更低的束散角和更小的聚焦光斑,能实现精细的加工需求;采用空间输出,有利于保证优异的光束质量,输出光源的亮度更好;短时功率稳定性±1.5%,可保证较高的加工质量和一致性;结构紧凑,适配接口丰富,软硬件功能丰富全面,低维护需求,可轻松集成到现有生产线中,并与其他自动化设备协同工作,提高生产效率。
宝辰鑫绿光连续光源方案非常适用于新能源汽车、3C、微电子等领域中纯铜、铜合金、铝合金等高反金属材料的切割和焊接,以及高反金属材料的3D打印等场景。
△绿光3D打印样品
蓝光红外复合焊接
实现1+1>2加工效果
此外,为应对更多复杂工艺场景以及更高质量需求的应用,宝辰鑫还进一步拓展了复合光源焊接方案,推出了蓝光红外复合HMB 3000/1500M。
宝辰鑫蓝光红外复合方案HMB 3000/1500M,采用内外环双光束输出,复合了1080nm波长红外光与450nm波长蓝光,充分利用蓝光对高反材料的高吸收率特性和红外激光的高功率深熔能力,实现1+1>2的工艺效果。
在焊接过程中,外环蓝光大光斑吸收率高(蓝光可提升对铜等红外高反金属吸收率)、能量密度低,用于焊缝外围预热和缓冷;内环光束红外小光斑能量密度高,进行深熔焊接,二者相辅相成,共同提升焊接质量和效率。同时,这种空间能量分布,提升了匙孔稳定性,有效抑制了焊接过程中的飞溅与空洞。
在宝辰鑫工艺实验室对该方案进行紫铜焊接验证时,发现焊缝表面成型良好,对比单红光作用于紫铜表面时,成型效果与熔深更佳。
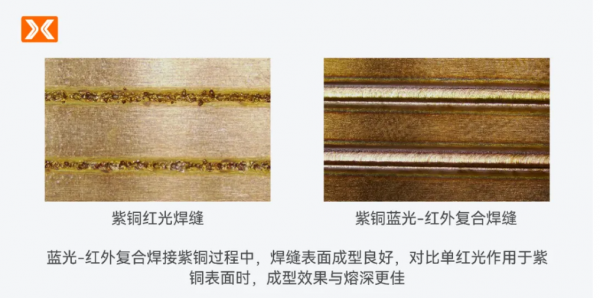
△单红光与蓝光-红外复合对紫铜焊接成型的效果对比
随着激光设备及焊接技术的飞速发展,焊接铜材所面临的难题将逐步迎刃而解。深耕激光领域20多年的创鑫激光也将持续专注激光技术和产品创新,为制造业中的更多高端加工需求提供有力的产品和技术支持。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

