




激光材料加工技术已被公认为是适用于极为重视生产效率的汽车行业的现代自动化生产方式。就该领域而言,远程激光焊接(remote laser welding)技术尤其能够满足这一需求。当把激光束设置为动态飞行焊接(Weldingon-Fly)模式时,便可以获得最高的生产率。在这种工艺中,基于扫描振镜的远程激光焊接头与机器头一起连续运动,进行极为快速的三维激光束定位(图1),从而最大程度缩短了不同焊缝之间的时间间隔,提高了激光器利用效率,使之远高于传统激光焊接。


福特新型野马车
激光材料加工技术已被公认为是适用于极为重视生产效率的汽车行业的现代自动化生产方式。就该领域而言,远程激光焊接(remote laser welding)技术尤其能够满足这一需求。当把激光束设置为动态飞行焊接(Weldingon-Fly)模式时,便可以获得最高的生产率。在这种工艺中,基于扫描振镜的远程激光焊接头与机器头一起连续运动,进行极为快速的三维激光束定位(图1),从而最大程度缩短了不同焊缝之间的时间间隔,提高了激光器利用效率,使之远高于传统激光焊接。
图1:在动态焊接模式中,焊接头与机器人一起持续运动,进行极为快速的三维激光定位。
本文中,我们主要展示远程激光焊接技术在生产福特新型野马车(Ford Mustang)这类大规模制造环境中彰显的优势。
工艺目标
福特的目标是为新野马车型开发适用于大规模生产的单面焊接方法。为了不断提高汽车的防撞性能、改善安全标准,车体结构中的先进高强钢的应用不断增加。许多先进的车体结构设计在包括车顶纵梁和A 柱(左前方和右前方连接车顶和前舱的连接柱 )等区域中使用了液压成形管。这些设计的应用推动了对单面焊接技术进一步发展的需求,以充分发挥其优势。
传统的点焊技术需要在接头的两面焊接,但是,如果在液压成形管上切割进入的孔,以便实施这种焊接手段,容易造成结构强度降低,从而损害了利用液压成形管的设计意图。相较之下,这种单面焊接技术则提供了一种最大程度改善和优化结构完整性的方法,有利于消费者的健康和安全。
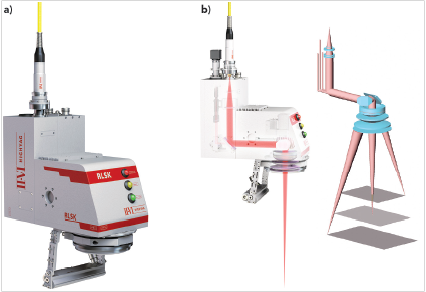
图2 : I I - V I HIGHYAG 推出的基于振镜结构的3D 远程激光焊接头RLSK(a),以及其剖面图和作用原理(b)
因此福特摒弃了传统的点焊工艺,继而选择了远程激光焊接技术。新的单面远程激光焊接方法使用了美国贰陆II-VI全资子公司HIGHYAG 的3D远程激光焊接头RLSK(图2),作为大功率激光远程飞行焊接的完美解决方案,其先进的3D振镜结构,使其在应对凹凸不平的工件表面时更加得心应手,对于加工焊点较多的零部件,真正体现出激光远程飞行焊接的优势和效率。该焊接头可以防止结构强度降低,并提高生产率。
具体实施
这个项目于2012年提出。2015年,福特野马车型采用的远程激光焊接工艺转化成系列化、规模化生产。在密歇根州底特律市的野马工厂内安装了四个远程激光焊接单元。在其中的两个单元中,有四个RLSK焊接头负责对车侧内部组件进行预加工。在目标位置有小凹穴,方便焊接定位。在另外两个激光单元中,有八个焊接头用于焊接车体侧身内部和外部组件。
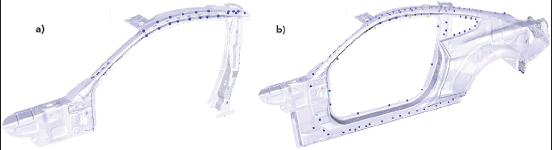
图3:福特野马车体侧身内部组件(a) 和车体侧身外部组件(b) 的结构焊接
RLSK焊接头连接起车体侧身内组件上34处远程激光结构焊点,其中包括层叠厚度达2 毫米(图3a)的结构焊点。它们采用缝焊及摆动C焊从而在厚层叠焊点上达到出色的熔深值。此外,车体侧身外组件也采用远程激光焊接:Coupe车型有79个焊点,Convertible车型则有61个焊点(图3b)。0.7毫米厚低碳热镀锌钢(HDGI)车体侧身外组件与各种不同厚度、材质的车体侧身内组件相焊接,并采用G 型焊接设计以提高其质量的稳定性和稳健性。
当激光焊接涂层材料时,压窝预处理工艺是另一个成功确保焊接质量和强度的关键要点。使用镀锌钢时,在焊接过程中会因材料涂层燃烧而排放出锌气体。焊接板材之间如果没有间隔,就会在焊接点形成微气孔,因为气体唯一的逃逸通道是通过焊接熔池。这种失效模式要求把两块焊接板材之间的间歇控制得非常小,以便为两块金属板材之间排出的锌气体制造一个逃逸通道。压窝处理技术的开发为福特提供了保持控制板材间隔稳定的能力。通过激光的快速脉冲作用,使金属表层提升约0.1-0.15mm,从而在车体侧身内部组件上形成压窝。压窝和焊点之间的位置对准,对于成功排出气体和防止微孔形成至关重要。
抑制羽流是另一个质量控制至关重要的因素。羽流是从穿透孔上方的熔池中释放出来的等离子体云。这种等离子体云吸收焊接过程中大量的激光能量,使作用在工件上的功率和焊透度降低。每次焊接过程中的等离子体云都会发生变化,从而造成能量吸收不均,增加了质量的波动性,降低了加工的可靠性。这些结果促使福特开发出可以控制等离子云的解决方案,使激光束充分而稳定地发挥功率。这一解决方案旨在通过调节等离子云,让气流使等离子偏离激光束通道,从而达到抑制羽流的目的。通过在夹具中内置复杂的管道系统,为每个焊点上方输送25mm 的气流即可成功抑制羽流,最终达到高品质、深度焊接的目的。
与传统点焊工艺相比,福特野马生产过程中采用的远程激光焊接技术极大提高了时间、空间、生产效率等方面的制造效能,从而进一步促进了精益生产。这些优势具体体现在:
● 车侧身外部组件的焊接实际所耗时间缩短了5倍,79个焊点从原来耗时111秒下降至22秒;
● 单面进入方式,只需一个工位循环而非三个工位循环即可完成;
● 只需4款焊接机器人,而不是原来的12款;
● 材料处理机器人从原来的4个降至2个;
●工厂占地面积下降。
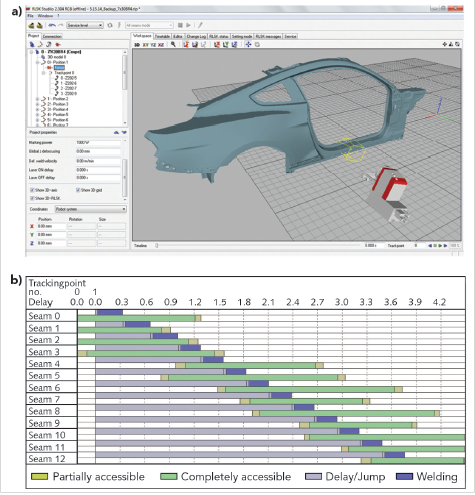
为了方便远程激光焊接工艺的控制,福特充分发挥了专为RLSK远程激光焊接头配置的 Studio软件的功能,以帮助RLSK焊接头的对焦运动与机器人的运动顺序保持同步。在该软件的图形用户界面,可以视觉观察到激光对焦定位和加工特征。此外,也可以下载和上载工件数据,编辑加工参数,如焊接速度、激光功率等。整个工艺设置简单、用户友好(图4)。
图4:使用RLSK Studio 软件可以按照时间表(b),视觉观察对焦定位(a) 和焊接加工,实现用户友好的工艺控制。该时间表显示,各次施焊之间只存在最低程度的时间间隔损失( 蓝色部分) 从而最大程度提高了生产效率。
结论
由此可见,焊接头是激光和工件之间的重要界面,必须满足大规模生产环境的关键要求,即生产率要求。通过采用带RLSK焊接头的远程激光焊接技术,新福特野马的生产率得到了显著提升。同时,其它优势还包括生产周期更短、消除了结构薄弱的弊端、节约了占地空间、可以控制激光焊缝的形状、并且通过RLSK Studio软件实现用户友好的工艺控制等。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

