




任何加工工艺的目标都在于以最经济的方式、在最短时间内达到所希望的高品质效果。与切、铣、钻等常规机械加工技术相比,激光加工可以实现局部、高质量的精准加工。正确选择激光器,可以实现高收益、高产出和经济的加工过程。
移动设备制造是大量使用激光器的一个重要行业。生产更小型、更快速、更轻质并且成本更低的移动设备,需要能满足这一挑战的激光微加工工艺。其它行业,如医疗设备制造、清洁能源、汽车和航空航天等产业,也不同程度地采用了激光加工技术。
尽管有好几个激光参数都会影响加工效果,脉冲宽度的选择则是对精度、生产能力、质量和工艺经济性影响最大的因素之一。脉冲宽度在纳秒至飞秒范围内的脉冲激光器,通常被用于各种材料的精密微加工。本文描述了对常用于微加工领域的纳秒、皮秒和飞秒激光器,如何在生产能力、质量和成本之间进行权衡。
纳秒级脉冲宽度
已建立的认知是,对于相同的平均功率,纳秒激光器可带来较高的材料去除速率,因此,与皮秒、飞秒激光器相比,其生产能力更高,这是由于大部分材料的去除是通过熔化工艺实现的。激光脉冲将材料从室温加热到其熔化温度,并最终通过蒸发和逐出熔料而被去除。
然而,由于被去除的熔化材料常常会附着在被加工部位的边缘并重新固化,因此使加工精度和质量受到不利影响。保留在材料中的残余热量还会在被加工部位产生所谓的热影响区(HAZ)。同时,一些被熔融物可能会飞溅到被加工部位,从而造成加工质量不良。
然而,如果增加一些成本,采用绿光、紫外(UV)波长或波长更短的纳秒脉冲宽度激光器,便可缓解上述副作用。特别是UV纳秒激光器可显著降低热影响区,因为大多数材料的吸收深度均较浅。UV纳秒激光器还具有加工较小形状时所需的焦斑大小更紧实、焦距更深的优势。
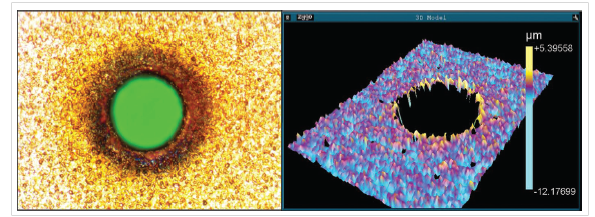
图1:在铜—聚酰亚胺—铜FPCB 膜上钻出的一个微孔,孔径80μm,成孔边缘的毛刺平均高度仅约2μm。
UV纳秒激光器在功能和成本方面的最新发展,加速了其在精密微加工领域的应用。例如,美国理波(Newport)旗下公司Spectra-Physics 推出的两款UV 激光器Talon和Explorer引领UV激光器行业实现了一次大幅度的性价比提升,通过多年努力带来了3倍以上的单位瓦特成本改善。因而,这些激光器已被广泛使用于各类应用中,如UV打标、薄膜图案装饰、印刷电路板切割,并通过钻削在高产量的条件下实现精细的外形。图1显示了采用Talon UV激光器,在铜—聚酰亚胺—铜柔性印刷电路板(FPCB)膜上钻出的一个微孔,其孔径80μm,成孔边缘的毛刺极细微,平均高度仅约2μm。
另一方面,Spectra-Physics的Quasar紫外混合光纤激光器可提供大于 60W的高重复率、灵活、且可编程的UV短纳秒脉冲。这种功能组合大大拓宽了UV纳秒激光器的可用参数空间,并能实现诸多材料的高质量、高产能加工,包括半导体、陶瓷、玻璃、蓝宝石、电池箔等用于制造移动设备的一系列材料。未来,UV纳秒激光器的单位成本曲线将进一步拉低,同时进一步增强的能力可以继续扩展其在大规模生产领域中的应用。
纳秒与皮秒加工对比
纳秒与皮秒激光器的早期研究显示,当使用皮秒激光脉冲代替纳秒脉冲进行加工时,不锈钢的熔化情况会减少。多项其它研究已表明,当采用皮秒激光器进行微加工时,加工质量—被定义为激光加工部位边缘的热影响区广度、碎片形成、熔融物积聚以及飞溅等方面均有提升。同时,按单位面积能量(mJ / cm2)测得的最小能量密度来定义,皮秒激光脉冲的材料去除阈值比纳秒激光脉冲要低得多。
由于较短的皮秒脉冲宽度有助于以单次脉冲较低能量去除材料,因此可以实现高峰值功率。但是,从实用角度来看,大多数切割或钻孔工艺是在远高于材料去除阈值的能量密度下进行的,而平均功率相同的纳秒激光器能够比皮秒激光器提供更高的生产量。因此如果对加工来说,质量更为重要,那么就应当使用皮秒激光器而非纳秒激光器。
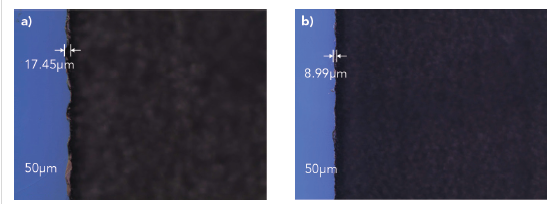
图2:分别采用UV纳秒激光器(a)和绿色皮秒激光器(b)在Gorilla 玻璃上划线。
一旦做出选择,则应采用适当功率的皮秒激光器以满足生产能力的要求。图2显示了在类似工艺条件下(平均功率30W、脉冲重复频率1 MHz),分别采用UV纳秒或绿色皮秒激光器,在0.7毫米厚的Gorilla玻璃(一款环保、轻薄玻璃,被用作高端显示设备的保护层)上刻纹的结果。采用UV纳秒激光器划线深度可达约70μm,而采用绿色皮秒激光器则仅可达约40μm。但是,采用UV纳秒激光器加工的玻璃边缘豁口约 18μm,采用绿色皮秒激光器则仅约9μm。
皮秒激光器与纳秒激光器相比较,除了质量上的优势及生产能力上的劣势,还应考虑经济性,这是由于皮秒激光器的前期投入成本和经营成本通常都更昂贵。Spectra-Physics公司的IceFyre工业级皮秒激光器是集高功率、超短脉冲、前所未有的通用性、重复频率可调、可编程灵活调节脉宽、脉冲可按需触发等诸多功能于一身,并且具有很好的成本优势。在1064nm波长处可提供大于50W的平均功率和大于200μJ的脉冲能量,是精密加工蓝宝石、玻璃、陶瓷、塑料及其他材料的理想光源。同时,它也使得超快激光器真正实现规模化的工业应用。
皮秒与飞秒加工对比
谈到更短的脉冲宽度,在用于微加工的皮秒与飞秒激光脉冲宽度之间的选择,取决于材质、质量要求以及经济方面的考量。飞秒激光器可以提供优于皮秒激光器的加工质量,但其更高的激光器成本也必须加以考虑。皮秒和飞秒激光器均能提供高峰值功率,从而降低材料去除阈值能量密度。对于许多材料而言,飞秒激光脉冲的去除阈值能量密度低于皮秒脉冲。但是,在大多数能量密度水平高于阈值的实际加工过程中,材料去除率是与材质息息相关的。
一项研究表明,由于脉冲宽度从10ps 减小到900fs,不锈钢的材料去除率上升,而氮化铝的去除率则随着脉冲宽度的减小而降低。在加工热敏性聚合物,如加工制造可降解支架的左旋聚乳酸(PLLA)、或用于有机LED显示器(OLED)薄膜时,飞秒激光脉冲必须注意避免熔化损伤和热损伤。
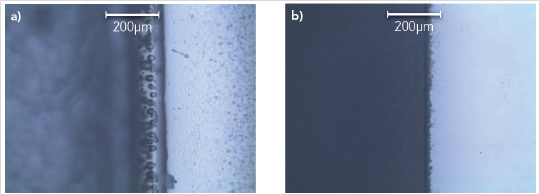
图3:分别采用皮秒激光器(a)和飞秒激光器(b)切割左旋聚乳酸(PLLA)边缘。
图3a显示的是采用一款10ps脉冲宽度的皮秒激光器加工PLLA的边缘熔化情况,图3b显示了一个采用400fs脉冲宽度的Spectra-Physics激光器加工出的整齐边缘。所以,对于某些特定类型的材料,因为特性的关系,以及皮秒激光器无法达到其加工质量要求,必须采用飞秒激光器。与纳秒、皮秒激光器一样,飞秒激光器的性价比也在逐步提升。
总结
虽然任何单一的激光脉冲宽度都无法满足所有材料加工的要求,脉冲宽度的选择对于加工质量、生产能力和成本研究具有显著的影响。基于此,应根据材质、期望质量、生产能力和成本等要素来选择适合的激光器。一般来说,纳秒激光器可提供一个比皮秒和飞秒激光器更为经济、生产能力高、质量水平合理的解决方案,尤其是UV纳秒激光器能在诸多应用中提供一个高质量、高生产能力的“制胜点”。
然而,对于薄金属、透明材料和热敏材料,皮秒和飞秒激光器则可提供加工质量优势,在要求最佳加工质量的情况下,皮秒或飞秒激光器将是微加工的理想之选。新型大功率工业级皮秒和飞秒激光器,能提供更高的生产能力,以及更高的质量和更低的单位成本。
展望未来,将会看到纳秒、皮秒和飞秒激光器性价比的持续进步。这些进步,将推动采用各种脉冲宽度的激光器在精密制造业的飞速应用。每种激光器凭借其在加工质量、生产能力和经济性方面的优势,将分别在特定材料类型和应用中大显身手。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



















 关注我们
关注我们

