



尽管资料表明,切割和钻孔工艺确实取得了一些进展,但是在加工这种“特殊材料“时,怎样才能确保满足工业应用需要呢?这个问题到现在还没有明确的答案。环氧树脂为热固性聚合物,不能使用传统的激光焊接工艺,而且,如今的空业和交通业都希望能尽可能缩短生产周期,这些都驱动着复合材料向着热塑性方向发展。可以预见的是,伴随着激光烧结工艺的进一步完善,热塑性复合材料将大有可为。在本文中,我们将对相关研究进行回顾,并分享热塑性复合材料激光焊接工艺的研究成果。
高分子聚合物能降低构件重量,这一点在整个交通业中已达成共识,比如空中客车A380,其中25%都是复合材料,在A350上这一比例更是高达50%!汽车业也一样,生产商纷纷用复合材料来提高产量、降低成本,缩短生产周期。
复合材料种类多样,但至少要有一种强化材料和一种基体材料。基体材料用于包覆、支撑并固定强化材料的相对位置。复合材料的力学属性及物理属性会随着组成方式的变化而变化,设计者可根据某种结构或元件的特定需要,选择相匹配的属性。只是,这种特性同时也成为激光应用的难点:1)非同质;2)各向异性。
众所周知,激光器能够对光束进行有效的时间和空间控制,所以当操作对象为同质表面时,优势显而易见,这主要由于光束及目标之间的交互反应在各个方向上均能保持稳定性及重复性。当然,有些工程材料不完全符合这种条件,其金属或聚合物中可能存在一些细微差异,比如孔隙率或晶界等,不过这种差异对于大功率的光纤激光器而言,几乎可以忽略。但是,复合材料的情况就完全不一样了,不仅不同质,而且在三个维度上的属性均可能表现出极大的差异,光束投射的位置及方向都会影响结果,尤其是长纤维强化复合材料。在多种纤维强化复合材料中,最“棘手”的,同时也是应用最为广泛的就是碳纤维强化和玻璃纤维强化复合材料,它们与基材的熔点相差极大,对光的吸收属性也完全不同,甚至于碳纤维和玻璃纤维自身的吸收属性也不完全一样。这种“不同质”使得本来极具灵活优势的激光工艺在面对复合材料时总是显得有些“力不从心“。然而,尽管困难重重,人们仍在进行大量专项研究,以期寻求上述问题的解决方案。
以几何学的角度定义,纤维其实是一种具有极高长度及芯径比的圆柱体。这一定义赋予了纤维最重要的属性,即极高的表面积体积比。轴向强度大,可结合基材的表面积大,这种特性使人们倾向于使用纤维对材料进行强化。有趣的是,光纤激光器也是利用这种表面积体积比特别高的几何特性。光纤激光器的原理是在光纤内部生成光束,所以表面积越大,谐振腔的冷却要求就越低。当光纤芯径较小时,可生成高亮度和高平均功率的近红外激光,近红外激光之所以能够成为复合材料加工的重要光源,这也是原因之一。
目前,工业上用得比较多的主要是较厚的高强度轻量化复合材料,所以这也是本文研究的重点。这种复合材料大多数都会用到长纤维,因为这样能够最大限度地改善材料属性,有助于整个结构的承重。对于制造业而言,传统的方法是将纤维束编织成布(不破坏纤维束),纤维类型及编织方法均有多种选择,然后将纤维布放平,使其与基材结合。比较新的工艺是使用预浸带(纤维预浸于树脂中)及自动铺带机(ATP),这样不仅能够更为自由地量身定制高性能材料,同时也能大幅提升速度。
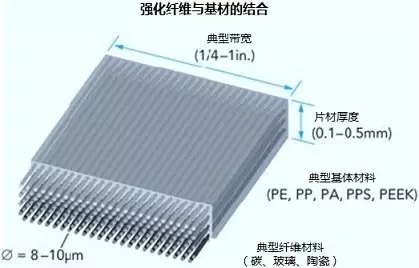
图1 用于ATP的预浸带
航空业用得最多的是碳纤维+热固性环氧树脂基材,E级(电子级、成本低,韧性好)、S级(抗拉强度大)长玻璃纤维应用也比较广泛。这就使得本来已经非常复杂的应用工艺变得更加雪上加霜,比如玻璃纤维,虽然其本身不会强烈吸收近红外光源,但是纤维表面的涂层就不一定了。
FR4(阻燃型)玻璃纤维增强环氧树脂,顾名思义,是指强化材料为玻璃纤维,基体材料为环氧树脂的复合材料,主要用于电子行业、非结构性元件,通常用波长较短(355 nm)的二极管泵浦固态(DPSS)激光器,或者是波长更长一点的二氧化碳气体激光器进行加工。至于金属基复合材料(MMCs)及陶瓷基复合材料(CMCs),目前也在用激光器进行加工,但是优势不明显。
环氧树脂具有不可逆的热固属性,所以只能考虑用烧蚀切割及钻孔工艺。然而,在操作时人们又发现了一个问题,那就是复合材料的两种构成部分自身的物理属性差异极大。碳纤维在环境压力下不会熔化,蒸发温度极高(>3500°C),而聚合物的损伤阙值通常在560°C左右。此外,碳纤维还有一些其他属性,比如能吸收各种波长,热导性也很强。由于碳纤维会高效吸收热能,并使其沿纤维方向高速传导,所以极易破坏熔点较低的基材。玻璃纤维情况类似,烧蚀所需的功率密度与碳纤维相当,且高于基体所能承受的温度限值(如图2所示)。
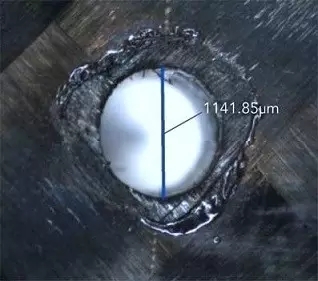
图2 用激光器在CFRP上钻孔时的典型损伤形态
另外,在穿孔和切割过程中,人们还发现,用传统工艺生产CFRP片材时,基体和纤维加载的厚度会些许差异,使光束被引导至其他位置,特别是在进行熔穿切割或是钻孔时,总会出现问题。目前,大部分二维复合材料采用的都是压平的方法,这也意味着在到达具有高吸收率的碳纤维之前,激光器需要熔穿的树脂厚度不固定。此外,纤维束的形状是椭圆的,所有每次切割纤维的数量也不甚相同。还有一个问题:尽管CFRP的瑕疵识别已经取得了许多进展,但是对边缘质量的精确量化仍未建立统一的标准,而这一点恰恰是在热加工过程中不可避免的。
自上世纪80年代中期起,人们就开始就激光工艺应用于二维CFRP复合材料进行大量的研究。在激光器的选择上,不仅有红外线固态激光器,还有远红外二氧化碳气体激光器;在复合材料的选择上,覆盖多种强化纤维类型,包括碳纤维、芳纶(对位芳酰胺纤维)、E级玻璃纤维、S级玻璃纤维,基体材料基本都是环氧树脂。
随着皮秒及毫秒激光器的问世,研究人员发现了一些有趣的现象。后来,人们又用纳秒级激光器以532 nm、266 nm波长在CFRP等高分子复合材料上进行实验。激光切割最常用的方法是使用检流扫描仪及多通道高速传导,不添加辅助气体。小孔径冲击钻方法相同;但如果是大孔径,则需要用到同心圆和/或螺旋切割工艺。由于适合商业应用的短波长、短脉宽的激光器平均功率有限,所以当厚度超过1 mm时,尽管切割质量还不错,但是速度太慢。当用模型确定最小的热损伤时,结果显示,清除碳纤维需要极高的热焓。以6 m/min的速度切割2 mm厚CERP时,功率计算值达到几千瓦。切割速度与材料厚度往往与平均功率直接相关。在实际的商业应用中,成本/ 千瓦 功率也是一个重要的考量因素。
最近,一组光纤激光器加工空客A350XW结构部件的相关数据使人眼前一亮。厚度2.2 mm,用激光器切割、钻孔,使用多通道、高速扫描工艺,可惜的是,最后出于收益考虑,激光器未被采用。尽管困难重重,前行的脚步却从未停止。研究发现,用二氧化碳作为辅助气体,结合检流计、远程切割工艺,可有效降低热能,配合不同的扫描方式,结果颇具实用性,尤其是像钻孔这种可以平行加工的应用。
去漆:多年来,人们一直在进行关于激光去漆方面的研究,目前有若干种商业系统可用于金属去漆,所用激光器为二氧化碳激光器和连续型/脉冲型光纤激光器。大量使用复合材料的航空业仍停留在化学去漆阶段,毫无疑问,化学方法对环境有害,所以激光去漆工艺对航空业而言特别重要。有两种方法看起来都不错,一种是用连续型光纤激光器,另一种是用高平均功率、Q开关光纤激光器。不过目前获取到的相关信息非常少,唯一知道的就是现在正在使用的自动转子叶片去漆系统(BRBSS),这种系统用于直升机螺旋桨复合材料的脱漆。
BRBSS采用的是脉冲型红外线激光器,附带一个色彩识别系统。通过BRBSS,用户可以选择脱漆至露出锌铬黄底漆而不影响基材,如果用户通过闭环反馈系统进行全程控制,还能选择连同底漆一起去除,完全不会破坏下面的复合材料。创新性、高平均功率、Q-开关光纤激光器的应用,可显著降低每 kW功率的成本。多机器并用,有助于提高清除率。和其他领域一样,该应用的定位也是具有成本优势,经过多年的发展完善,其商业价值已日益凸显。
提高粘合强度:人们还在进行两项与激光器及复合材料相关的工艺研究。其一是在传统的粘合工艺之前,用波长为355 nm的紫外线(UV)激光器或是波长为308 nm的准分子激光器对复合材料表面进行清洁及强化。传统的表面处理有单一机械性打磨或是等离子处理等,与之相比,用紫外线激光器处理,复合材料表面的粘合力有所改善,但是仅仅凭借这一点,还不能得出后者必定优于前者的结论。虽然粘合强度数据本身不能充分说明问题,但是显著且持续的改善比例(>20%)却足以证明,紫外线激光器在复合材料表面处理方面确有其优势。
局部修复:另一个研究重点是用脉冲激光器进行局部修复。目前被公认为最具应用前景的方案是在受损区域进行激光烧蚀,再注入少量粘合剂,进行局部修复。其商业价值仍有待考证。
所幸的是,以上种种“束手无策“都伴随着热塑性复合材料的应用,出现了转机。热塑性塑料可热加工,可多次熔化凝固,同时保持属性不变。与热固性复合材料在凝固过程中发生的永久不可逆的化学交联反应完全不同,热塑性塑料曝露于高温环境时发生的是降解反应,而非熔化。得益于这种特性,热塑性塑料具有抗断裂性、可循环性、可修复性、耐化学性等多种属性,最重要的是,可缩短加工时间,降低生产成本。
应用最为广泛的热塑性复合材料有聚醚酰亚胺(PEI),聚醚醚酮(PEEK),以及聚苯硫醚(PPS),碳纤维强化或玻璃纤维强化范围相同。我们来举一个实际应用的例子:在2009年末成功完成首航的新型Gulfstream G650喷气式飞机,其方向舵及尾舵均由热塑性塑料制成,高温接合,不用钻孔及柳钉接合,这样不仅节约了成本,还降低了重量。复合材料用的是PPS基材,预浸纤维强化。预浸纤维表示纤维预先浸入树脂基体,然后经过热熔粘合工艺,形成最终形状。用这种材料支撑的部件坚硬、抗压、牢固,形状稳定,耐高温,且重量比轻合金还轻。
人们就热塑性复合材料的激光器切割及钻孔工艺进行了大量的研究, 尽管基材和纤维之间的物理属性差异仍然存在,但是基材的热塑属性燃起了人们发展激光工艺,提升工艺质量的希望。其实,真正的进展在于这种新型材料的热塑性,正是这种热塑性,才使得激光固结及热熔工艺的应用成为可能。


图3 ATP机头
在生产热塑性复合材料时,预浸纤维的固结就是利用近红外光纤激光器完成的。和其他行业一样,激光器也可以更换光源。在整个自动铺带系统中,激光器是极为关键的部件(如图3、4所示)。这些机器可以高速生产复杂的3D部件,对激光光束时间及空间的精确控制,有助于强化闭环温度监控,提高熔融及固结工艺水平。随着激光加热系统(LHSs)的发展,AFP加热系统可进一步升级热气炬(HGT)。很显然,这也是未来的发展趋势。在这个领域 kW级光纤激光器随处可见。

图4 ATP运转中
此外,人们还寄望于通过激光加热器改良热固性复合材料AFP。现有的AFP大多数使用红外线加热系统,以便在编织之前提高预浸料表面的粘着性,但是广谱光总是会干扰红外线高温计,影响实时温度控制的精确度。
在建筑行业中,人们常常需要将比较薄的玻璃纤维布板与比较厚的碳纤维或玻璃纤维补强板接合起来,比如飞机内饰、控制台表面、直升机旋翼的后缘等。一般情况下,补强板的作用是使承重翻倍(提高局部承重),或是提高强度(减少承压时面板的挠曲/压曲)。在热固性复合材料中,通常使用粘合的方法将较薄的面板与较厚的底板接合起来,而对于热塑性复合材料而言,面板既可以粘合(与热固性复合材料一样),也可以焊接。在生产大型结构部件时,粘合工艺的重复度很难满足要求,因此人们已经将目光投向更加自动化、重复度更高的激光接合工艺。
为此人们进行了一系列实验,用于评估可行性,并确定各种热塑性复合材料接合的机械属性。试验的目标是用所需的纤维及基体生产出可用于航空业的既牢固、又美观的复合材料,并将纤维/基体的属性与激光焊接工艺的参数相关联。最后一组试验为两种PEI基材的复合材料之间的激光焊接:面板0.25 mm厚,白色涂层(WP),S2级玻璃纤维强化;补强板有两种,一种1.0 mm厚,S2级玻璃纤维强化,WP,另一种为全碳纤维强化U形加筋板。
鉴于碳纤维具有卓越的光吸收属性,所以人们习惯于将碳纤维设为底板,但是长纤维强化材料中有多层碳纤维,且织法多样,这些都会影响激光的传导与吸收,使情况变得复杂。一般来说,未经着色的或是天然的玻璃纤维对红外线的穿透性强于经过染色的基体材料,更利于激光焊接工艺的应用,所以,为了增加终端产品的美观性,往往会再增加一道增白处理。也正是因为这个原因,人们正在着力寻求能够焊接染色纤维与基体材料的新型工艺。
其实激光焊接在本质上都是要依赖激光的传输(如图5所示),其区别在于面板对光的吸收度更高,尤其是二氧化钛白色面板,接头上方会出现熔透现象,只是区域极小,肉眼几乎观察不到,染了白色后就更加难以识别了。
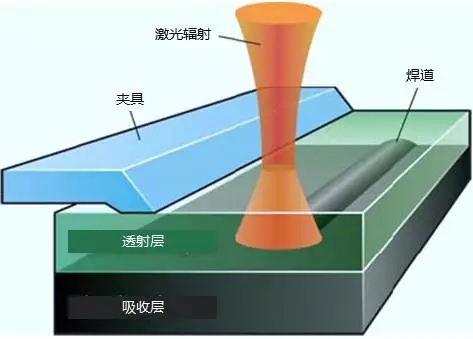
图5 传统的激光传导焊接示意图
试验的研究重点是在白色加强板材料中加入三种不同水平的碳色素,用于提高接头强度。试验所用的激光器为1.07μm波长,连续型,光束直径4.2 mm,多重准直,平均功率170 W。用笛卡尔XY坐标系记录光束与目标物之间的相对运动。用厚度为0.25英寸的硅棚板夹持需要接合的部分。尽管焊接接头的拉伸剪切强度通常不及粘合接头,但是只要焊道足够宽,就能满足强度要求。我们可以通过调节光纤激光器的功率密度,改变焊道的宽度。
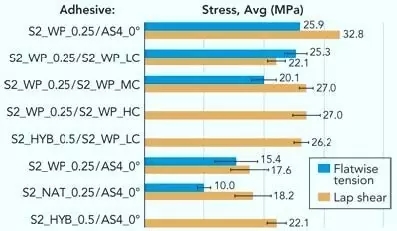
图6 S2级特殊玻璃纤维强化PEI基体复合材料的数据结果
初步研究结论如下:
-
功率密度> 870 W/cm2时,如果存在任何污染,会看到局部快速碳化,未经染色的面板变化更加明显。这说明在实际生产中不能超过该功率密度,因为在生产环境中很难做到绝对清洁。
-
当白色染色面板与含有不同水平碳元素的补强板(LC、MC及HC结果如图6所示)焊接时,其接头强度高于天然复合材料与黑色AS4增强基材的焊接接头。
-
面板和底板同时用二氧化钛(TiO2)着色,可形成良好的接头强度。
-
底板的碳色素含量相对较低,并负载二氧化钛时,接头强度将显著高于天然复合材料与黑色补强板的接头,究其原因,应是二氧化钛着色剂的光线离散效应 有助于提高焊道区域的融合度。
目前还在进行的另一项研究是“激光辅助直接焊接金属及塑料”工艺(LAMP焊接工艺)。尽管该工艺目前尚处初级阶段,强度及持久性均有待提高,但是人们确已实现了用红外线激光器焊接金属与工程热塑塑料,比如聚酰胺(PA)、聚对苯二甲酸乙二醇酯(PET)、聚碳酸酯(PC)。
结论
尽管研究取得了一些进展,但是复合材料的不同质性仍然是激光应用的主要挑战。在加工加厚(厚度>3 mm)复合材料结构构件时,短波激光器及超短波激光器的经济优势及商业应用价值仍有待进一步考证。光纤激光器的发展有助于拓展适合于复合材料的激光工艺。热塑性复合材料的崛起,催生出新型激光固结工艺,并推动着相关技术的研发与应用。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

