




1 引 言







蓝宝石具有高耐磨性、高硬度和优良的热传导性、电绝缘性、化学性能稳定等优异的物理、化学特点,被广泛地应用于高端智能手机、平板电脑、平板电视等电子显示行业领域。由于蓝宝石是硬脆性材料,传统的机械加工存在易产生裂纹、碎片、分层、崩边、边缘破裂和刀具易磨损等缺陷,又由于蓝宝石化学稳定性较好,使得传统的化学加工方法对其难以加工。然而激光切割技术是一种高速度、高质量的切割方法,对蓝宝石晶片进行切割,不仅具有加工速度快、切口质量好并且可以对任意图形进行切割。通常用于蓝宝石切割的激光器主要有超短脉冲激光、Nd:YAG激光、紫外激光;皮秒、飞秒超短脉冲激光加工蓝宝石热影响区较小,但光子能量损失大,材料去除率低,且在加工区域周围形成无规则的纳米晶体形态和裂纹以及在作用区域表面形成波纹,并且加工设备成本较高;由于蓝宝石对1070 nm Nd∶YAG红外激光的吸收率很低,要加工蓝宝石就需要提高激光能量密度,故很难加工且存在热效应明显、重凝严重等现象;目前紫外激光( λ =355 nm)切割蓝宝石基片时,由于激光功率较低且焦深较短,蓝宝石去除率较低,只能通过多次切割的同时焦点位置不断改变才能实现蓝宝石的切割,这样使得采用紫外激光器切割蓝宝石的切割效率较低。光纤激光的稳定性和光束质量较好并且能量密度较大,对硬脆性材料和较厚板材切割相对于Nd∶YAG激光切割都有明显的优势,采用光纤激光结合保护气体对蓝宝石晶片进行切割,并对切割过程中工艺参数的影响规律进行分析。
2 实验装置和材料
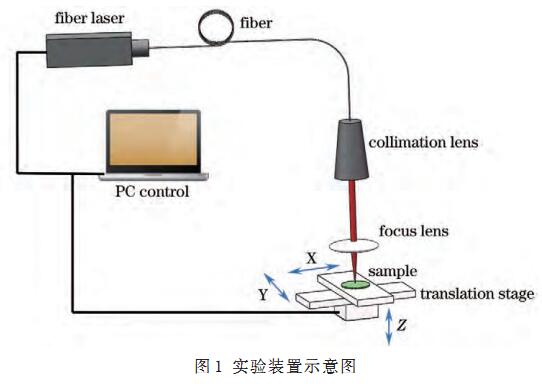
实验装置如图1所示,激光经过光纤传导到准直镜后通过聚焦镜, 最终在焦平面获得直径为20μm的激光光斑;自动控制系统控制移动平台能在X,Y方向移动。实验采用光纤激光器的脉宽为0.13~0.2 ms、波长为1070 nm、光斑直径为20μm、重复频率为0~5 kHz、能量密度变化范围为0~2.4 × 10^5J/cm2、切割速度变化范围为0~100 mm/s。加工采用N2作为辅助气体,喷嘴直径为2 mm。
实验样件为光学级C-面(0001)蓝宝石基片,直径2 inches(1 inch=2.54 cm)、厚度0.31 mm。具体蓝宝石基片的热学性能参数见表1。
实验前对样件依次进行丙酮超声波清洗和去离子水清洗和无尘环境下烘干环节处理;实验后同样需要严格的清洗:先用KOH溶液超声清洗5 min,然后依次用丙酮溶液、 无水乙醇、去离子水超声清洗5 min,最后在无尘环境下烘干。激光切割样件边缘都是通过基恩士(VK-8700)三维(3D)彩色激光共聚焦显微镜进行观察。
3 结果与讨论
3.1 激光能量密度对蓝宝石加工质量的影响
图2表示的是激光能量密度对激光切割蓝宝石崩边尺寸的影响,激光重复频率为1 kHz,切割速度为10 mm/s,辅助气体为N2,气压为1 MPa,脉宽为0.13 ms,激光能量密度从5.6~11.3 ×10^3J/cm2变化。
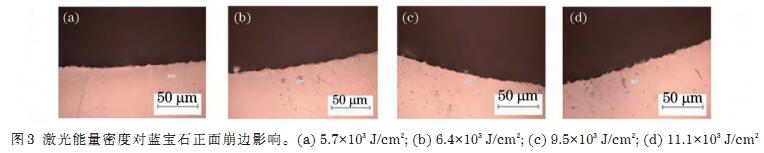
从图2可以看出,随着激光能量密度的增加,蓝宝石的正面崩边尺寸和背面崩边尺寸都有所增加,但是正面崩边尺寸的变化较小,基本都在5 μm以下。图3表示的是激光能量密度对蓝宝石正面影响效果图,从图3可以看出正面加工形貌多存在锯齿状,主要是由于激光频率较低造成光斑分离现象所致,改变锯齿状现象的途径可通过改变激光切割速度和重复频率对其进行调整,并且在激光能量密度增加到一定大小时,正面崩边尺寸达到饱和。这是因为当激光脉冲能量密度达到去除阈值后,锯齿形状逐渐趋近于光斑轮廓;能量密度继续增加,在脉冲的作用时间内,材料的热扩散以及等离子体的形成使得材料表面的去除量增加,形成的锯齿有扩大趋势。
图4表示的是激光能量密度对蓝宝石背面崩边影响效果图。从图4可以看出,激光能量密度越大,蓝宝石背面的崩边现象越明显,崩边尺寸越大,所以在保证蓝宝石能被切穿的同时降低激光功率对蓝宝石背面崩边情况有一定改善,但是能量越小在背面存在的挂渣就越严重,且不易清除。若适当增大激光能量可使得蓝宝石背面熔融材料成为粉末状,从而可以改变蓝宝石背面切割效果,故激光能量密度在5.7~6.3 ×10^3J/cm2为最佳。
当激光照射蓝宝石表面时,透过保护气体的高斯光斑使蓝宝石表面迅速升温,为了简化蓝宝石材料加热过程的理论分析,热模型进行了以下假设,蓝宝石是均匀且热物理性质各向同性的材料,蓝宝石的光学和热力学参数与温度无关,忽略传热过程中的辐射和对流,只考虑材料表面向内的热传导,得到激光加热和冷却阶段的温度场分布,即加热阶段表面温度变化规律如(1)和(2)式所示。
加热阶段:
和冷却阶段:
式中ierfc( )为高斯补误差函数的一次积分值,τ为脉宽(s),D为热扩散率(m2/s),A为吸收率,k为热导率(W/m/K),t为时间(s),F为激光功率密度(J/cm2),z为远离上表面的距离(μm)。
在激光脉冲的起始段,激光作用于蓝宝石表面,使得蓝宝石的状态发生一定的变化,改变了晶体表面的吸收系数,蓝宝石对激光束能量的吸收迅速增加。当表面温度达到一定温度时,蓝宝石被熔化甚至气化,蓝宝石表面温度随时间变化如图5所示。导致气体温度的迅速上升,甚至使气体电离,经计算实验采用的激光功率密度可到10^4J/cm2数量级。如图5所示,在能量密度为1.24×10^4J/cm2,作用时间为7μs时就能达到蓝宝石的熔点,在作用时间为14μs时达到蓝宝石的气化温度,随后对激光的吸收会使蓝宝石基片表面产生局部的电离化,从而基片表面对激光的吸收系数增大,激光束能使周围的保护气体击穿,瞬间产生等离子体,使晶体表面形成所谓的钥匙孔形状的损伤形貌。所以当激光能量密度达到蓝宝石气化阈值后,通过增加激光功率来改变正面的钥匙孔现象进而减少锯齿状并不明显。并且在强激光作用下形成一个充满等离子体的钥匙孔,在钥匙孔中等离子体对激光的吸收率会大大增加,进入孔中激光的能量基本上大部分被等离子体吸收。如果使用图7中a部分对蓝宝石进行切割,在靠近蓝宝石正面的钥匙孔中,由于等离子体浓度较大,等离子体的高温可使得蓝宝石更多地去除,这也造成正面边缘锯齿状变得严重,在背面边缘处温度过高, 热应力梯度过大,造成崩边更加严重。
图6 是激光切割蓝宝石晶片断口形貌图,从图6可以看出,在切缝底部出现钥匙孔现象,并且钥匙孔之间的间距相同,呈均匀分布。经过计算,两个钥匙孔之间的间距为两个脉冲的间距。
激光加工出的钥匙孔尖端部分是熔渣形成部分,同时也是材料的热应力集中区,对于蓝宝石试样厚度大于钥匙孔深度的情况下,深处的热应力会很大,使得蓝宝石未切透的部分在热应力作用下开裂,若样件轮廓为直线,会沿着切割线开裂,使得切割下表面非常光滑,崩边较小甚至无崩边,但是对于切割弧形轮廓样件,则无法实现切割。需要适当增大激光功率,使得钥匙孔尖端超出蓝宝石的下表面,且使用图7中b部分对蓝宝石进行切割。
3.2 激光切割速度对蓝宝石加工质量的影响
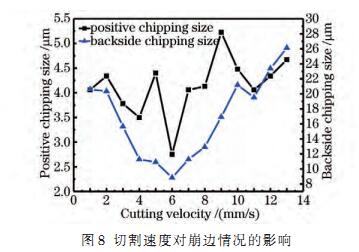
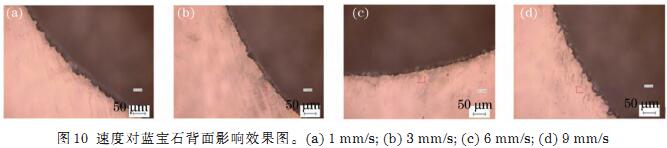
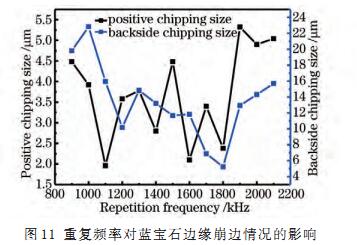
图8表示的是激光切割速度对激光切割蓝宝石崩边尺寸的影响,激光重复频率为1 kHz;激光能量密度为6.3×10^3J/cm2;辅助气体为N2;气压为1 MPa;脉宽为0.13 ms,切割速度为1~13 mm/s。由于激光重复频率的限制,为避免切割边缘存在锯齿状现象,降低激光加工速度,从而改变激光光斑重叠率。同时,考虑到前激光脉冲与蓝宝石材料间的热积累影响,故对激光切割速度对蓝宝石加工质量的影响进行研究。切割速度直接影响了激光与材料间的相互作用时间。当切割速度增加时,作用时间减小,材料的气化量减少,故切割边缘锯齿状随着减小。

从图8中看出,切割速度对蓝宝石正背面崩边尺寸均有一定的影响,在正面和背面崩边尺寸上,整体趋势为随切割速度的增加,崩边尺寸先减小后增加,这是由于切割速度影响光斑重叠率,光斑重叠率过高,激光脉冲在蓝宝石表面的作用时间越长,热积累越多,产生崩边尺寸较大,光斑重叠率过低造成光斑近似分离,切割边缘出现较大锯齿状。图9为切割速度对蓝宝石正面崩边尺寸的影响。
从图8和图9中可以看出,由于切割速度在1~13 mm/s, 光斑重叠率激光的切割速度对正面崩边的影响不大,在2~5μm之间。当速度为6 mm/s时,正面崩边尺寸最小为2.75μm,光斑重叠率为85%左右。图10为切割速度对背面崩边尺寸的影响,从图10背面崩边情况看,在切割速度为6 mm/s时背面崩边在10 μm以下,故激光切割速度在5~7 mm/s为最佳。
3.3 重复频率对蓝宝石加工质量的影响
图11表示的是激光重复频率对激光切割蓝宝石崩边尺寸的影响,辅助气体压力为1 MPa;激光能量密度为6.3×10^3J/cm2;辅助气体为N2;切割速度为6 mm/s;脉宽为0.13 ms,由于重复频率过高会使激光能量密度降低,当降低到一定程度后,蓝宝石的穿透性切割较为困难,作用时间影响材料受热应力的影响造成的崩边现象。重复频率较高,激光单脉冲能量将会降低,边缘的热积累减小,对蓝宝石去除率有所降低,故重复频率选为0.7~2.1 kHz。
从图11中可以看出,重复频率的变化,正面崩边尺寸存在一定的小波动,基本上在3~5μm;从图12可以看出,背面崩边影响较大,在重复频率为1.8 kHz时,崩边尺寸达到最低,达到5 μm左右,并且锯齿状切口得到改善。由于加工过程中,脉宽不变,当重复频率过高时,温度积累过多,造成损伤扩大化,进而造成崩边现象严重,故激光重复频率在1.6~1.8 kHz为最佳。
3.4 辅助气体压力对蓝宝石加工质量的影响
由于激光的高能量,激光与辅助气体相互作用,使得辅助气体发生电离,而电离产生的一定量的等离子体会对激光产生等离子体屏蔽效应,而屏蔽的效果与保护气体的第一电离能存在着一定的关系,保护气体的第一电离能越高,对激光的屏蔽效果越小。O2的第一电离能为13.618 eV,N2的第一电离能是14.53 eV;O2形成的等离子体对激光的屏蔽效应较强,N2相对较低,因而蓝宝石对激光的能量吸收较强,蓝宝石表面的等离子的温度高,激光与等离子体作用,使蓝宝石晶体表面温度过高迅速气化甚至爆沸,脱离蓝宝石基体并使蓝宝石冷却的液体回落到蓝宝石表面形成粉末。


图13表示的是辅助气体压力对激光切割蓝宝石崩边尺寸的影响,激光重复频率为1.8 kHz;激光能量密度为6.3×10^3J/cm2;辅助气体为N2;切割速度为6 mm/s;脉宽为0.13 ms,辅助气体压力变化范围为0.6~1.0 MPa。

在辅助气体为N2 的前提下,辅助气体的压力对切割效果也有明显的影响,辅助气体的压力主要影响切割速度和挂渣量。适当增大气体压力,由于气流动量增大,可提高排渣能力,进而提高切割速度和切割质量。图14和图15为辅助气体压力对蓝宝石正面和背面加工质量影响形貌图。
从图14和图15可以看出,辅助气体压力越大,正面和背面的崩边尺寸越少,且在背面的挂渣现象有一定的改善。实验结果表明,使用较高的气压能获得较好的切割质量,这也与较多的激光切割薄板材料所需要的气体压力较高有关,但是不能过高,气压过高,会在蓝宝石表面形成涡流,削弱气流去除材料的能力,故辅助气体压力在0.9 MPa为最佳。
4 结 论
采用波长为1070 nm的光纤激光对蓝宝石基片进行切割加工,研究加工后的特征尺寸和微观形貌,分析其加工机理以及不同工艺参数对蓝宝石切割质量的影响,得出以下结论:
1) 激光与N2相互作用,N2被击穿以后形成等离子体;激光与等离子体的相互作用过程中,形成钥匙孔现象;钥匙孔的深度对蓝宝石背面切割质量影响较大;综合考虑理论与实验结果,激光能量密度选择为 5.7~6.3×10^3J/cm2;
2) 根据激光切割速度与激光光斑重叠率的关系,以及对切割边缘锯齿状的影响;重叠率较低时,光斑处于分离状态,锯齿状较明显,但是较小时,由于热作用明显导致崩边较严重,所以切割速度为6 mm/s最佳;
3) 激光重复频率较低时,激光与蓝宝石的作用时间较长,背面崩边严重,所以重复频率选择为1.8 kHz;
4) 在N2的辅助下,激光作用后在蓝宝石下表面形成粉末碎屑,较易清除;辅助气体的压力对蓝宝石背面挂渣量有较大影响,气压较小时,碎屑不易清除,气压较大时,容易形成涡流,不利于碎屑清除,实验结果表明:辅助气体压力在0.9 MPa时为最佳。(作者:深圳光韵达光电科技股份有限公司 蔡志祥 高勋银 杨 伟 孙智龙 叶玉梅)
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



















 关注我们
关注我们

