





铝合金因其质轻,易于成型/加工,强度好,一般用于汽车、航天/航空和运动产业。连接铝合金面板和薄板通常使用机械铆接、电弧焊接、钎焊、搅拌摩擦焊、激光焊接、混合激光/电弧焊接。激光焊接速度很快,热变形小。但是,激光焊接铝合金通常会形成大量气孔,因此焊点强度极低——通常是母材的50%-75%。激光焊接铝合金产生气孔的原因有很多:表面污染,包括表面氧化层的氢。氢通常困在铝合金表面的氧化层。在激光焊接过程中,氢会被释放出来,溶解在熔体池。氢在液态铝中的溶解度要比在固态铝中高得多。在液态情况下,氢的溶解度是:
S是氢在273°K和760T条件下的溶解度,T是指温度(K),P是指氢的分压(1T=0.133mbar)
从上可以看出,氢在液体铝中的溶解度是在固体铝中的20倍。因此,铝合金在熔池中会吸收大量氢,在凝固过程中以气孔的形式释放出来。其它表面有机污染物如石油和油脂也会致使氢气困在焊接区域。氢气产生的气孔通常较小(直径小于0.5mm)。熔池中的气孔会缓慢移动。气孔移动速度可以通过测量得出:
R是气孔的半径,Δþ是其空中液体和气体的密度区别;g是重力加速度;μ是液体的动力粘度;þ是液体的密度。对于铝合金中直径为50μm的气孔来说,其移动速度是4-6mm/s,而液体凝固速度通常是20-50mm/s,因此气孔难以排出。
激光匙孔。这通常出现在匙孔(深熔)焊接中,激光功率密度超过106W/cm2。对于焊接相对厚一些的铝合金(大于3mm),匙孔焊接能够实现深熔。匙孔之所以形成,是因为激光焊接过程中产生高压蒸汽/等离子,蒸汽脱离熔池时产生的强烈反冲压力会生成深深的蒸汽孔。和较低功率密度传热激光焊接相比,这种匙孔会让激光光束在材料的更深层面被吸收。如果锁孔不牢固(一旦材料表面张力超过蒸汽反冲压力,匙孔就会瓦解)或者材料凝固速度太快,蒸汽就会被困在熔化区,并形成大气孔(一般大于0.5mm)。
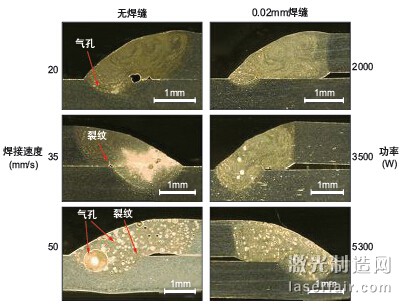
图1:激光焊接AA6014铝合金时激光功率、焊接速度及薄板间隙对气孔形成的影响。
合金元素的蒸发。合金材料如镁、锰、铜和硅等会被蒸发,困在熔化区,从而形成气孔。这些合金元素还将改变材料表面的张力和粘度。
有很多方法可减少激光焊接轻合金时产生的气孔。例如,控制气体喷射法,摆动光束,双光束焊接,以及表面清洁。使用激光功率低的传导限制型激光焊接通常产生的气孔较少,但是加工效率也要低一些。
本文对利用激光清洁技术来减少激光焊接中产生的气孔进行了个案研究,对象为车身用6000系合金(AA6014)或通常所说的AC-170PX,其材料中含有0.5-0.7%的铝,0.35%(最多)氟,0.2%的铜,和0.05-0.2%的锰。在铝合金板成型加工过程中,铝合金表面镀有钛和锆(4mg/m2)和固体润滑剂,在成型加工后会残留在材料表面。焊接工作由填充焊丝和5.3kW的碟片激光器来完成。
激光功率、速度和薄板间隙对气孔的影响
图1显示了使用 AA4043(5.3%的硅)焊丝进行角边焊接时激光功率(2-5.3kW)、焊接速度和薄板间隙对焊接气孔形成的影响。在不同的焊接条件下,线能量(单位长度的能量)相近,但激光功率越高(速度越快),气孔越多。在薄板之间留下空隙能大大减少气孔,但是气孔数量仍然较多。这些气孔的直径通常小于200μm,如图2所示。
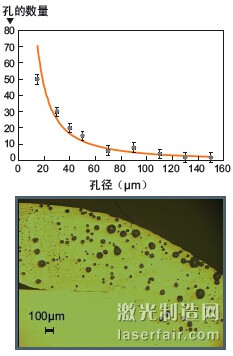
图2:以5300W激光功率和50mm/s焊接速度对AA6014合金实施激光焊接时的气孔大小分布。
焊丝对气孔的影响
图3显示了3种不同焊丝对气孔的影响:AA4043(5.2%的硅),AA4047(12%的硅),和 AA3004(0.3%的硅、1-1.5%的锰及0.8-1.3%的镁)在激光焊接AA6014合金时的气孔形成情况。硅和镁的含量越高似乎有助于减少气孔形成。硅增加了材料的流动性,减少了液体阶段的粘性,因此能够减少气孔。锰/镁尽管更容易气化,但能够填补铝合金中这些元素的缺失。锰和镁会降低材料表面的张力,从而降低锁孔瓦解的几率。
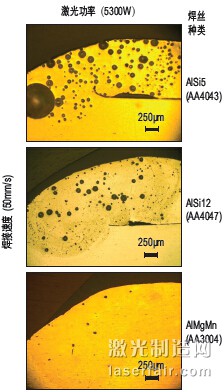
图3:以5300W激光功率和50mm/s焊接速度进行焊接时,3种不同焊丝对气孔形成的影响。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

















 关注我们
关注我们

