






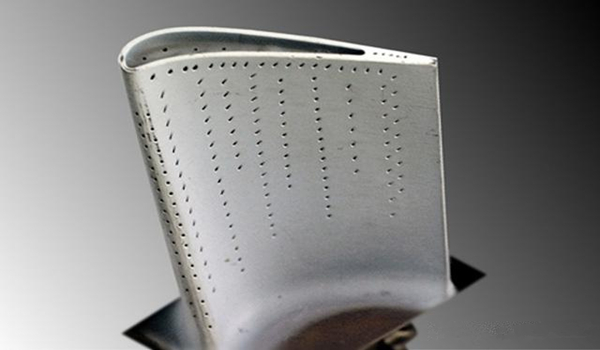
发动机展台上的高压涡轮盘
前不久,中航发动机展台上有这么一件展品,这个展品是一个高压涡轮盘,高压涡轮盘的最外圈是一排涡轮叶片,在涡轮叶片上我们能看到很多排细小的气孔。涡轮叶片的工作环境很恶劣,要承受很大的离心力,为什么还要在涡轮叶片上打孔呢?
这个还要从涡轮叶片的工作环境说起。以美国F22战斗机配套的F119发动机为例,其涡轮前进气温度为1973K,换算为摄氏度就是1700℃。而F119发动机涡轮叶片用的是第二代单晶高温合金CMSX-4,其工作温度1040℃,熔点是1343℃。换句话说,发动机燃烧室产生的燃气温度比单晶高温合金的熔点还要高出近四百度,那么燃气吹在涡轮叶片上,它不会被融化吗?涡轮叶片当然不能被融化,那么就需要采用冷却措施来降温,以保证涡轮叶片能够正常工作。常用的冷却措施包括在涡轮叶片上喷涂热障涂层,或者采用气膜冷却技术。热障涂层通常能够提供两三百度的冷却温度,剩下的近四百度冷却温度就要靠气膜冷却技术了。
采用气膜冷却技术的涡轮叶片
我们先来说说气膜冷却,所谓气膜冷却就是在叶片表面打很多气孔,在叶片内部注入高压冷却空气,经气孔排出,在叶片表面形成一层温度较低的空气膜将高温的燃气和涡轮叶片隔开。从上个世纪八十年代开始,发达国家就掌握了气膜冷却技术,并且凭借这一先进技术确立起了航空发动机领域的领先地位。而我国航空发动机技术长期以来的技术落后跟没有掌握先进的气膜冷却技术也有很大关系。
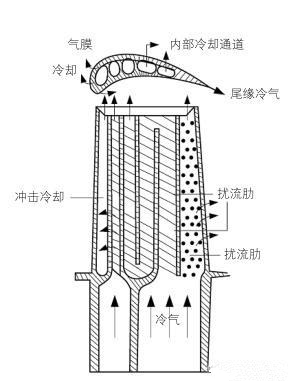
气膜冷却的涡轮叶片的内部结构
气膜冷却一般通过在涡轮叶片上打大量不同直径的气膜孔来实现,孔径约为100~700微米,且空间分布复杂,多为斜孔,角度为15°到90°不等。早期气膜孔为简单的圆形孔,为了提高冷却效率,后发展为扇形或矩形等异形孔,现在已经发展到复杂的异形孔如猫耳形孔。
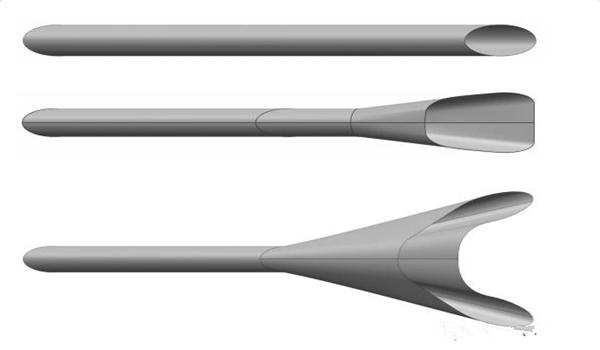
这三种气膜孔从上到下分别是圆形孔、扇形孔和猫耳形孔
因为气膜孔直径很小而且形状复杂,无法靠铸造直接成型,因此都是在铸造完毕后另行加工的,这就给加工带来极大的难度。目前主流的方法是电火花机床加工,但工具电极制造极为困难,很难加工小于200微米的孔,但是复杂异形孔往往需要50微米的加工精度而且要有三维精密加工能力,这对电火花加工来说很难实现。而且,涡轮叶片表面通常要覆盖一层热障涂层、一般是陶瓷材料,因为不导电,采用传统电火花机床无法加工。只能先打孔再喷涂热障涂层,然后再扩孔的方法。但是需要频繁的检测及二次扩孔。二次扩孔又面临精确对准难题,而且会对孔周边的涂层产生损伤,因此气膜孔加工的质量难以保证。随着未来发动机涡轮叶片材料逐渐走向非金属化,电火花加工更不靠谱。
随后又发展了超声-电火花加工,先用超声穿透陶瓷涂层,再用电火花加工金属部分。或者先用强激光打穿陶瓷涂层,再用弱激光加工金属部分。这基本上都是复合加工,沿用的都是先涂层再打孔的思路,但是这样工艺复杂,很不理想。对单晶叶片来说还有个难题要克服,那就是热损伤,因此技术难度更大。
上个世纪六十年代又发展了电化学射流也就是电液束流加工技术来加工叶片,这一技术可以获得无再铸层、微裂纹、热影响区表面,但加工效率很低。而且存在杂散腐蚀现象,导致开孔的轮廓形状难以控制,因此也不是一种理想的气膜孔加工手段。
要实现先进气膜孔冷却技术,需要抛弃先开孔后涂层的加工工艺。要在一次装卡过程完成全部加工,也就是要实现单步单机打孔。这样就只能考虑用激光来加工,早期激光加工多采用毫秒级激光,但是这样的长脉冲激光热影响区严重,不适合单晶叶片。后来飞秒激光的出现才解决了问题。飞秒激光是一种以脉冲形式运转的激光,持续时间非常短,属于飞秒量级,1飞秒就是1/1000万亿秒。它的瞬时功率非常高,可达到百万亿瓦。能量来不及释放该脉冲已经结束,避免了能量的转移、转化热量的存在和热扩散,实现了真正意义上的激光“冷”加工。这样加工时切面整齐、无热扩散、无微裂纹及冶金缺陷,加工过程中不会对所涉及的空间范围的周围材料造成影响,从而做到了加工的超精细。
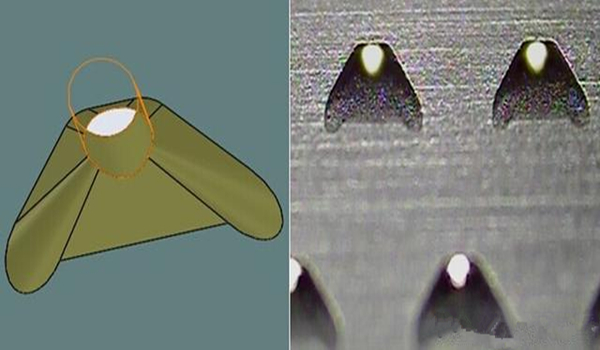
右边这个是猫耳形气膜孔的实际外形照片
2017年,中国科学院西安光学精密机械研究所,开发出国内最高单脉冲能量的26瓦工业级飞秒光纤激光器,研制出系列化超快激光极端制造装备。在国际上率先突破了小空腔0.5毫米叶片对壁无损伤微孔加工的世界技术难题,在国内率先攻克了高精度、三维可编程、异型微结构扫描成形技术,实现了超高精度50±2微米及异型气膜孔的高品质加工,为实现先进气膜冷却技术提供了重要的技术支撑,达到了国际领先水平。完成了国产发动机多型号、多批次高压涡轮单晶叶片的气膜孔加工及验证。
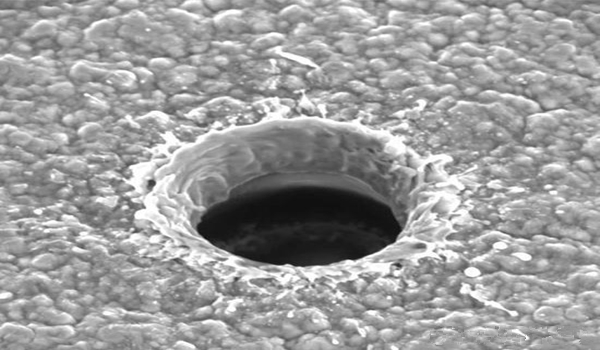
超高精度的气膜孔
而且,这一技术也为我国发展涡轮叶片发散冷却技术打下了良好基础。发散冷却又称发汗冷却,可以实现比气膜冷却更高的冷却温度。但实现技术难度也更大,因为发散冷却需要在叶片表面开更多更小的气孔,完全覆盖叶片表面。而飞秒激光打孔就有这样的潜力。虽然无法确定展台上的涡轮叶片是否使用了飞秒激光打孔技术,但我们确确实实掌握了这一先进技术。关于气膜冷却技术我们先说到这里,下次来我们来谈谈我国在热障涂层技术上的创新。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

















 关注我们
关注我们

