Femtosecond Lasers for Use in Additive Manufacturing
source:3D PRINT.COM
release:Nick
keywords: Femtosecond laser; additive manufacturing; 3D printing
Time:2017-09-14

Representative thermal picture of femtosecond laser (fs) vs current nanolaser (ns) in an additive machine
PolarOnyx, an additive manufacturing company based out of San Jose, California, has created a first-of-its-kind femtosecond laser-based additive system. Traditional DMLM (Direct metal Laser Melting) machines use what’s known as CW or Continuous Wave lasers. These lasers, although ideal for low-temperature parts such as aluminum and titanium, have shown to have challenges with higher-temperature materials such as tungsten and iron. Higher-temperature materials require quite a bit more energy to bond metal particles together as compared to their lower temperature counterparts. Due to this increase in energy, CW lasers must output much more laser power. However, their pulse duration (i.e. how long the laser stays on) does not change. Thus, surrounding metal particles are affected and what are known as “thermal stresses” are built into the part itself.
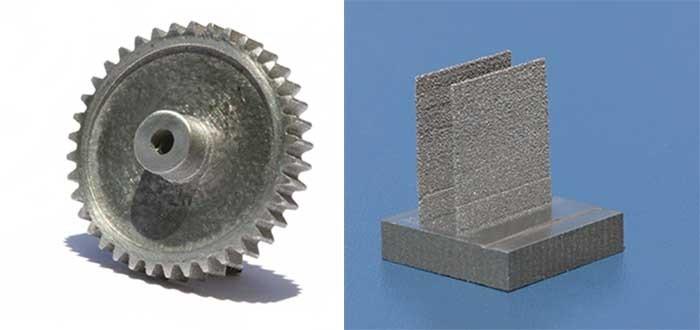
Samples of tungsten parts on tungsten substrates with various shapes and density. The gear has a 1/2-in. diameter (left), while the thin wall (right) has a thickness of 100 µm. [Image: PolarOnyx]
Additionally, Polaronyx was also able to successfully print iron powder directly on glass. Iron and glass have different but very close melting temperatures. With traditional CW lasers, the thermal buildup would have caused the glass to crack. However, with the femtosecond laser process and its ability to quickly fuse the iron powder, the iron was able to melt without causing any damage to the glass substrate.

Iron and Glass Property Comparison
Most interesting is PolarOnyx’s vision for a process whereby both the additive and subtractive properties of femtosecond lasers are integrated into one machine. Although metal additive has come a long way, there are still cases where complex features must be machined post-print. With femtosecond lasers, this task could be done all in one process with one machine. The femtosecond lasers could first additively build a layer, followed by a subtractive ablation of the same layer where tight machining dimensional tolerances are required.
 56 Benchmarks Honored: 9th Secret Light Awards Highlights China Laser Chain Innovation
56 Benchmarks Honored: 9th Secret Light Awards Highlights China Laser Chain Innovation Laser Intelligence, Photonics Future: XZQ 2026 WLMC Concludes Successfully
Laser Intelligence, Photonics Future: XZQ 2026 WLMC Concludes Successfully Laser Giants' AI Bet: Decoding Earnings to Find the Next Winner
Laser Giants' AI Bet: Decoding Earnings to Find the Next Winner Orders Reign Supreme: Laser Firms' Battle—$10B Backlogs vs. Overseas Breakouts
Orders Reign Supreme: Laser Firms' Battle—$10B Backlogs vs. Overseas Breakouts Q1 Earnings Released: A Tale of Two Strategies Among the World's Four Largest Laser Companies
Q1 Earnings Released: A Tale of Two Strategies Among the World's Four Largest Laser Companies HSG Laser's He Hongming: Innovation Drives Laser Manufacturing Future
HSG Laser's He Hongming: Innovation Drives Laser Manufacturing Future Xi Jingyu from Mingyu Technology: Carving the Future of Hometown Industries with Laser
Xi Jingyu from Mingyu Technology: Carving the Future of Hometown Industries with Laser Qiming Photonics: Nobel-Powered "Optical Engine" for the Computing Age
Qiming Photonics: Nobel-Powered "Optical Engine" for the Computing Age Chen Kangkang of Anyang Laser: The "Hard Tech Long March" Behind a Single Optical Fiber
Chen Kangkang of Anyang Laser: The "Hard Tech Long March" Behind a Single Optical Fiber Exclusive Interview with Academician Gu Bo: Escaping the Involution Trap in the Laser Industry
Exclusive Interview with Academician Gu Bo: Escaping the Involution Trap in the Laser Industry