摘要:激光焊接是一种允许金属零件连接的制造工艺,使用金属线或粉末形式的填料可以更好地趋利避害。在本研究中,以AISI 316 L粉末为填料,在AISI 304不锈钢板上进行了堆焊。使用不同的工艺参数组合进行测试。研究了激光功率、平移速度、送粉速度、载气流量和激光光斑直径等工艺参数对焊缝几何形状、显微组织和孔隙率的影响。焊接过程中,在添加和不添加粉末的情况下,都检测到从传导到匙孔状态的转变。研究发现激光光斑直径的变化是产生不同焊接状态的基础。此外,仅在匙孔区域检测到孔隙,孔隙率最大值为5.5%。最后,在AISI 304衬底上加工出“V”形凹槽,并用两条重叠的焊道填充。研究结果证明了以AISI 316 L粉末为填充材料激光焊接AISI 304不锈钢的可行性。
激光焊接可以在没有填料的情况下连接零件,但是,这需要非常精确的零件定位和加工。激光焊接过程中的一个主要问题与接头之间间隙的存在及其大小有关,这类间隙的存在会导致光束通过间隙时不与基材相互作用(如图1)。这些问题可以通过在焊接前或焊接中加入一些额外的金属材料,以金属丝或粉末的形式填充间隙来加以解决(图2)。此外,在许多情况下,填料的加入能够改变焊接接头的成分。通过改变粉末颗粒的化学成分和送粉率,送粉激光焊还可以改善焊缝的微观结构和机械性能,从而使所得焊接区的性能适合特定的应用。


▲图2 显示反向极图的接头EBSD图 (a)AISI 304钢母材、(b) 金属焊缝的中间区域、(c) 冷丝辅助激光焊焊缝金属的彩色OIM图;(d)AISI 304钢母材、(e) 金属焊缝的中间区域、(f) 冷丝辅助激光焊焊缝金属的极图
现有文献中大多数关于送粉激光焊接过程的研究集中在填充材料对焊缝的微观结构和机械性能的影响上。Z. Lei等人通过比较添加和不添加粉末所获得的结果,研究了激光焊接过程中添加填充粉末对接头组织和性能的影响。结果表明,粉末的加入有利于异质形核,并在熔融区生成更多的等轴晶粒(如图3)。除此之外,由于用送粉激光焊接获得的接头中钼含量较高,使得这种接头显示出比其他接头更好的拉伸性能。
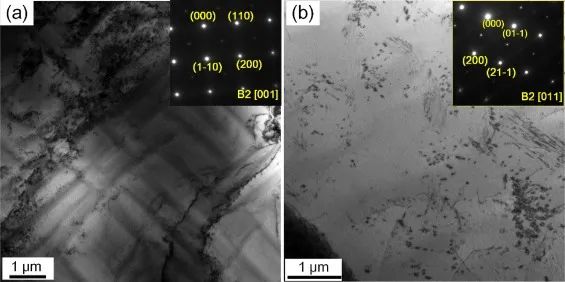
对由(a)激光焊接和(b)激光粉末焊接产生的熔融区进行TEM分析
H. Ju等人利用Fe-Mn-Si形状记忆合金(SMAs)作为实验填充粉末,进行了金属粉末激光焊接的研究,并将其结果与使用304不锈钢作为填充粉末的结果进行了比较。在进一步的研究中,Z. Sun和M. Kuo将类似的材料(AISI 304不锈钢)与金属粉末进料(AISI 316不锈钢)焊接在一起,并试图使用粉末填充自生激光焊接中经常出现的接头间隙。结果表明,粉末的加入解决了接头间隙公差的问题。
J. Liu等研究人员研究了用铝填充粉末将A5052-H34(铝合金)激光熔钎焊到ST07Z(镀锌钢)上,并研究了所得接头的显微组织和力学性能。获得的不同接头显示出在附加层边缘的富锌区和金属间化合物层的最小厚度。因此,最终接头的界面层没有裂纹。
Z. Lei等人研究了Al–10Si–Mg粉末激光焊接-钎焊Ti/Al对接接头,分析了接头的显微组织和力学性能。五到七次沉积后,焊缝显示出较高的质量和较高的抗拉强度。


▲图4上图:2号接头(五次沉积)断口扫描电镜图:(a)顶部和中部断面、(b)底部区域的断面、(c)断裂路径示意图。
下图:3号接头(七次沉积)断口扫描电镜图:(a)顶部和中部断面、(b)底部区域的断面、(c)断裂路径示意图。
H. Xia等人研究了铝与钢的对接,分析激光功率对焊接接头、界面金属间化合物演变和最终接头拉伸性能的影响。由于填充粉末的良好熔化,当激光功率增加到1800瓦和2200瓦时,获得了令人满意的焊缝。

▲图5 激光功率变化时获得的激光粉末沉积铝/钢接头的焊接外观:(a) 1200瓦,(b) 1500瓦,(c) 1800瓦,(d) 2200瓦
Y. Zhang等人通过同轴金属粉末(AlSi12)进行了异质材料(TG-1钢和5251铝合金)的激光焊接,并测试了接头的组织和力学性能。该研究目的在于调查并提出金属间化合物层厚和接头拉伸强度之间的关系。结果表明,两者之间的关系受激光功率、送粉速率、焊接偏移和焊接速度的影响。Khodabakhshi和Gerlich对铝-碳化硅(Al–SiC)纳米复合材料的激光焊接以及铝-碳化硅纳米复合材料与AA1050铝合金的异质激光焊接进行了研究。结果表明,由于铝和碳化硅之间的密度和表面张力之间的巨大差异而形成一些凝固缺陷,激光焊接并不具备良好的焊接性能能。Long等人试图以搭接接头的形式提高异种材料(DC04钢与6016铝合金)焊接接头的质量,激光焊接前在铝合金表面预先沉积金属粉末。粉末的加入改善了激光-钢-铝合金的耦合,使其在相同的激光功率和焊接速度下吸收的能量密度增加。此外,接头的拉伸性能随着送粉速度的增加而提升。

Z. Lei等人提出了相似和不同材料激光粉末焊接的数值模拟方法,他们开发了一个三维计算模型,用于描述熔池中粉末传输、激光加热和热流体动力学的复杂物理现象。Y. Zhang等人用不同的金属粉末(AlSi12、AlCu5、ZnAl15)再次研究了激光焊接不同材料(TG-1钢和5251铝合金)的效果。通过使用具有特定工艺参数的AlSi12粉末,获得了最高质量的焊接接头——没有明显塌陷、稳定且无飞溅的连续接头(如图6)。此外,周等人研究了钢和铝异质金属激光粉末焊接的能力。结果表明,硅或锰粉末的加入减少了热影响区(HAZ)的裂纹、飞溅、夹杂等缺陷;熔深也有所增加。
通过以上的文献梳理,可以发现现有的文献缺乏粉末添加对焊接质量的影响的系统研究,同时也没有考虑传导到匙孔形态之间的转变。本研究的目的是研究以金属粉末为填充材料的AISI 304不锈钢激光焊接的可行性,从而对此空白研究做出补充。为此,进行了旨在确定主要工艺参数最佳值的初步实验计划。通过调整激光功率、平移速度、送粉速率、载气流量和激光光斑直径,研究它们对焊缝特征(如熔深、宽度和焊接缺陷)和显微组织的影响。实验方案设计如下:在厚度为2 mm的AISI 304不锈钢板上进行堆焊试验,并检测了添加和不添加粉末时传导和匙孔焊接模式之间的转变。最后,作为进一步的应用,在基底上加工“V形”凹槽以模拟小倒角并填充。根据在没有凹槽的板上进行的实验分析,选择一组参数来填充凹槽。
该研究中使用的基板是一个100毫米长80毫米宽2毫米厚的AISI 304板。AISI 316 L不锈钢粉是LPW South Europe公司通过气体雾化生产的球形粉末,用作填充金属。对于颗粒尺寸,在D10、D50和D90 (10%、50%和90%)设定的D值反映了颗粒的直径,其中10%、50%和90%表示低于某一标准值的比例。使用配备有4 kW光纤激光器(λ = 1.070微米)、带有机动准直系统(准直透镜的焦距=100 mm)和焦距为200 mm的聚焦透镜的激光头的5轴机器进行堆焊试验。氩气用作保护气体,流速为10 l/min。使用氩气作为载气,通过同轴喷嘴从外部粉末进料器送粉。图7显示了整个实验装置的示意图。图8显示了焊道焊缝及其横截面。

表1 AISI 304不锈钢金属基材的化学成分(wt.%)

表2 AISI 316 L粉末的标称和测量成分(wt.%)

表3 粉末粒度分布(Particle size distribution,PSD)


▲图8 (a)焊接工艺的细节;(b)堆焊道的横截面图
在AISI 304钢板上进行了一系列含粉末和无粉末的堆焊试验。表4、表5显示了不同的五个过程参数及其水平。总共测试了192种工艺参数组合:分别在添加和不添加粉末的情况下制作了128条和64条焊道,用于研究输入过程参数对所检查的输出因素的影响。
使用方差分析(ANOVA)与一般线性模型评估影响的统计显著性。产出分析因素是熔深、焊道宽度和孔隙度。几项研究表明,在测试中,0.05的最大显著性水平被认为是每个因素影响的统计学显著性

表4 粉末堆焊的实验参数及其水平

表5 无粉末堆焊的实验参数及其水平
从图9和图10中可以得出基材具有等轴奥氏体晶粒结构和晶粒边缘的铁素体。然而与此同时,却存在沉淀物(图中深色线所示)。在图11中,很明显在基材和熔融区之间的界面处有熔合线,在后者中可以看到典型的细胞生长。正如Yan等人和Casalino等人在他们对不锈钢激光混合焊接的微观结构的研究中所发现的一样,热影响区(HAZ)非常薄,难以熔化。在界面处,由于不锈钢的快速凝固,显示了指向凝固方向的柱状枝晶微观结构,见图11。由于温度梯度在材料中产生变化,出现了沿着焊缝中心线的晶粒伸长。

▲图9 粉末堆焊道的宏观横截面:A) P = 400 W,d = 2 mm,v = 500 mm/min,Q = 5 g/min,G = 5 l/min B) P = 400 W,d = 0.8 mm,v = 750 mm/min,Q = 5 g/min,G = 5l/min;C) P = 600 W,d = 0.5 mm,v = 750 mm/min,Q = 5 g/min,G = 5 l/min。无粉末堆焊道的宏观横截面:D)、E)、F)的参数与A、B和c相同


▲图11 熔化边界的横截面(200倍)。(P = 600 W,v = 750 mm/min,d = 0.8 mm,Q = 5 g/min,G = 5 l/min)。
除了载气流速,所有主要影响因素的p值都远小于0.05。因此,G对熔深的影响尚待进一步分析确认。图12显示了功率密度对熔深和焊接模式——传导或匙孔模式的影响。功率密度的公式表示为



从功率密度公式可以看出,光斑尺寸的减小导致了功率密度的增长,并因此导致了更容易形成匙孔(深穿透状态)。考虑到表4、表5中的工艺参数值,功率密度在1.274E + 04和3.0573E + 05 W/cm2之间。在分析图12和所有样品横截面的宏观图后,确定了上述两种状态之间的过渡。
然而,文献中经常认为,当功率密度小于10E + 06 W/cm2时,会出现传统模式。但是其他研究表明,不锈钢的功率密度阈值在4E + 05 W/cm2和铝的10E + 05 W/cm2之间,因此取决于待焊接的材料。根据Quintino和Assuncao进行的文献综述,想要对所谓“完全独立于”其他工艺参数的状态之间的转变阈值进行定义是不准确的、也是不合理的。
此外,从横截面的分析中,还发现对于相同的一组工艺参数,用粉末获得的焊道熔深低于不用粉末获得的焊道。这是由熔化填料所消耗的功率决定的,因此要获得相同的熔深,前者需要更大的功率密度。激光功率对熔深的影响如图13(a)所示,熔深随着表面激光功率的增加而增加,其原因在于热输入的增加。这种变化趋势在添加或不添加粉末的堆焊道里并无区别。

▲图13 工艺参数对熔深的影响:(a)激光功率;(b)平移速度;(c)光斑直径;(d)送粉速度。
然而,如文献中所述以及方差分析的结果所展示的,平移速度的变化影响熔池的特性和动力学。图13(b)绘制了熔深与平移速度的函数关系。可以看出,熔深随着平移速度的增加而减小,这也与Manonmani等人在研究激光焊接中工艺参数对最终焊道几何形状的影响中发现的结果一致。这种变化趋势在添加或不添加粉末的堆焊道里并无区别。

▲图14 基于平移速度和穿透深度的过程图

(P = 600 W, d = 2.0 mm, G = 5 l/min)
表7 堆焊的参数
图14显示了使用表7中工艺参数获得的焊缝横截面的一些结果。因此,可以看出,仅改变平移速度并保持其他工艺参数不变会获得非常不同的结果——对于图14(c)、(d)、(g)和(h)的高平移速度值,相对于图14(a)、(b)、(e)和(f)的低速度而言存在更多的热输入,因此可以从传导状态切换到锁眼状态。热输入可以计算为激光功率和平移速度之间的比值。
光斑直径的影响,如上所述,光斑直径的变化包括激光功率密度的变化。方差分析结果表明,光斑直径对穿透深度也有显著影响(P值= 0.000)。在图13(c)中,绘制了穿透深度与光斑直径的函数关系。对所有光斑尺寸采用高斯能量分布。可以看出,穿透深度随着光斑直径的增大而减小。这种变化趋势在添加或不添加粉末的堆焊道里并无区别。

▲图15 基于光斑直径、穿透深度和焊道宽度的过程图

(P = 400 W, v = 1000 mm/min, G = 5 l/min).
表8 堆焊的参数
图15展示出了使用表8中工艺参数获得的焊缝横截面的一些结果,仅改变光斑直径并保持其他工艺参数不变,会得到非常不同的结果。如图15(c)、(d)、(g)和(h)所示的小光斑直径,由于功率密度过大,可以从低穿透深度转变到高穿透深度(如图15(a)和(e)所示)。因此,当光斑直径为0.5毫米时,经常获得匙孔模式,而当光斑直径为1和2毫米时,则永远达不到匙孔模式,而是传导模式。此外,对于0.8 mm的光斑直径,取决于其他参数的值,可以获得传导和匙孔模式(图15(b)和(f))。
送粉速度对穿透深度也有显著影响,如方差分析所示(表6)。特别是,如图13(d)所示,发现当送粉速率从5 g/min增加一倍至10 g/min,穿透深度会降低。如上所述,产生这种结果的原因是,在保持其他工艺参数不变的同时,将工件上的粉末进料加倍将需要更高的功率密度来获得类似的穿透深度,因为功率密度的一部分被用于熔化更大量的粉末进料。
来源:V.Errico,S.L.Campanelli,A.Angelastro,M.Mazzarisi,G.Casalino,On the feasibility of AISI 304 stainless steel laser welding with metal powder,Journal of Manufacturing Processes
https://doi.org/10.1016/j.jmapro.2020.04.065
参考文章:1. Z. Lei, K. Zhang, H. Zhou, L. Ni, Y. Chen,A comparative study of microstructure and tensile properties of Ti2AlNb joints prepared by laser welding and laser-additive welding with the addition of filler powder,J Mater Process Technol, 255 (2018), pp. 477-487, 10.1016/j.jmatprotec.2017.12.044
2.J. Liu, S. Jiang, Y. Shi, Y. Kuang, G. Huang, H. Zhang,Laser fusion-brazing of aluminum alloy to galvanized steel with pure Al filler powder,Opt Laser Technol, 66 (2015), pp. 1-8, 10.1016/j.optlastec.2014.08.004








 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

