






在维修或优化发动机零部件方面,激光熔覆是一种成熟的技术,由于其可靠的可重复性、少量的热敏元件应力和实现低成本的机械改造,这些优势都让激光熔覆成为一种不可缺少的技术。现在市场上出现了一种新的设备——iClad®,可用于熔覆内部轮廓或盲孔,达到传统的加工头所无法企及的水平。这种微型加工适用于熔覆直径小至26mm的孔,加工深度可达500毫米。现在,它的生产者Pallas公司(位于德国Wrselen)首次给iClad装备了一个旋转加工头,可以用来修复柴油火车发动机中磨损的缸孔。配备旋转功能的机器在众多应用方面拥有无与伦比的潜力,修复带有偏心孔或直径50毫米或以上的非旋转对称的开口组件的内部轮廓,加工深度可达500毫米。
修复大型柴油列车的发动机
比利时激光专家——Laser Coating Diamond Technology公司(简写为LaserCo DT),总部设在比利时Str py- Bracquegnies,通过激光熔覆和金刚石涂层保护金属免受磨损。一家比利时铁路运营商委托该公司,采用激光熔覆技术对上下活塞的反转点来整修磨损的缸孔。该公司的常务董事Hugues Desmecht,要求位于德国Aachen的弗劳恩霍夫激光技术研究所(ILT)开展可行性研究。关于这项研究,ILT与Pallas公司(www.pallaskg.de)紧密合作,早期两者合作开发出了iClad,并且现在正在市场上销售该系统。在这项研究中,基于iClad的激光熔覆被用于修复六个损坏缸孔中的两个。
无需更换部件
更换发动机所需要的成本大约是20000美元。考虑到在运输过程中所消耗的大量资金和时间,激光熔覆是被认可的更具时间和成本效益的替代方案。对于足够大的孔径,如直径100毫米或更大,市场上现有多种传统的加工头能提供外部或内部轮廓的加工。现在,随着小型旋转iClad头的问世,它已成为一种可靠的维修受损缸孔的新技术,是以前标准加工头所无法做到的。因此,LaserCo DT公司和比利时的铁路运营商对ILT所进行的可行性研究有着很高的期望。
|
每个iClad头(图1)包括三个模块:粉末供料口,主体和光纤插头。与传统的加工头对比,iClad加工头和组件之间的工作距离只有几毫米。而在标准加工头中,该距离达到20毫米。根据加工点的不同,激光束可以30 或90 的角度退出。盲孔可以很容易地利用30 角的加工头完成涂覆,这得益于激光的工作点在加工头前方。需对通孔进行涂覆时,就采用90 角的加工头。内部狭窄的旋转加工头有额外的功能,因为它可以插入孔内从侧面或顶部进行熔覆——下降深度达500毫米。工业应用的主要标准是加工头持续的热负荷能力。使用的高效水冷却方式可以防止精密元件发生过热现象。加工头的内部保护系统可以防止它受到粉末颗粒沉积带来的污染或损坏。此外,激光束经过的光学路径也持续充满着保护气体。
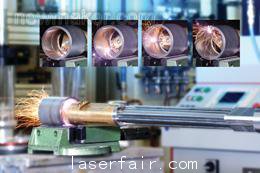
配备旋转功能的新型加工头被用来翻新柴油发动机的缸孔(图2)。旋转驱动器集成到加工头部允许修复静态安装部件上的偏心孔。即便是水平插入,加工头也能确保粉末均匀应用,而无需改变其旋转角度。然而,在这种特定的应用程序中,旋转头通过五轴联动系统垂直地插入气缸孔。使用旋转头的一个主要争议点就是,考虑到加工头自身的重量,要让它通过固定的加工头旋转重达700公斤的柴油发动机是不可能的(图3)。偏心孔创造了大量的不平衡,使得它非常难保证所需要的加工精度。对每一个汽缸单独进行中心定位是一个不太可行的选择,因为涉及大量的成本因素。
在上下坏点间的汽缸磨损内层,覆盖大于1毫米厚度的涂层。这就是所谓的不锈钢合金熔覆,以确保不仅仅是必要的耐磨性,而且在酸性和碱性环境中拥有良好的耐腐蚀性。选定合金材料的韧性能够防止裂纹的形成,还具有良好的机械加工性能和最小表面的涂层孔隙率。首先,将LaserCo DT客户的磨损孔机加工到一定尺寸,以消除磨损和裂痕,为后续的激光熔覆创建一个光滑的表面。
Weisheit先生对测试结果非常满意。他说:“这毫无疑问证明激光熔覆在缸孔的修复方面技术上是可行的,也符合成本效益,无需购买替代品更换。应用可旋转的内部轮廓加工头iClad,得到的涂层具有优良的表面质量。”在他看来,运转的发动机已经证明了其工业应用的能力。即使经过几个小时的连续使用,它继续工作的能力仍然绝对可靠。这个测试的圆满成功为修理或修复机器零件提供了突破性的证据,这是以前可望而不可及的。 Kalawrytinos看到这种独特加工头的巨大应用潜力,“ iClad的五轴加工能力允许它以合理的成本和在前所未有的时间段内精准地翻修磨损的孔洞。” 本文作者Stephan Kalawrytinos是Pallas公司的总经理(公司位于德国Wrselen),Andreas Weisheit博士就职于弗劳恩霍夫激光技术研究所,Hugues Desmecht是LaserCo DT公司总经理(公司位于比利时Strpy Bracquegnies)。有关更多信息,请发电邮至:info@pallaskg.de或 info@laserco.be。(end) |





转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

