






能源危机和全球环境的恶化正在世界范围内引起广泛的关注。汽车对化石燃料的持续依赖,几乎消耗掉每年化石燃料产量的45%,而这已经成为全球变暖的主要原因之一。降低对进口原油的需求已经被广泛认为是一种更快、更清洁和更廉价地实现国家能源安全的方法。
近来,基于电池的汽油和柴油混合动力机车已经在全球市场快速扩张,主要原因是它在相应功率和行驶范围内实现了燃料的高经济性和低排放,同时具备传统汽油和柴油动力车辆的便利性。根据波士顿咨询公司的一项报道,2020年大约1400万辆电气和混合动力汽车将被售出,最大的四个市场分别是西欧、北美、日本和中国,而这一数字在2008年仅为48万辆。
混合动力车(HEV)、插电型混合动力车(PHEV)和电动车(EV)等不同类型的系统目前分别已经进入开发阶段或进入市场。对于今天的混合动力车(如丰田的普瑞斯)来说,电动马达所起的作用主要是在频繁的停车启动期间帮助车辆加速,而大多数时间仍然使用燃油发动机提供动能。这是由于电池容量小,因此受电力驱动所行驶的距离也有限。与之相比,PHEV车辆拥有更为强大的电池组,能支持车辆连续行驶数十英里,并能连接电网进行充电。EV车能作为百分百的电动车辆无排放行驶。它们的电池组能通过连接电网或通过小型的车载燃油发动机进行充电。单次充电后的行驶距离预计可达约40英里,能满足消费者日常的大部分交通需求。美国新一届联邦政府计划在2012年前在国内道路上实现100万辆电动车的目标。这意味着价值约400亿美元的高端电池市场。
推动新型车辆混合动力系统的一大因素正是电池技术的显著进步。今天,与传统的铅酸电池或镍镉电池相比,用于HEV车辆的镍氢电池具有更高的容量。未来的PHEV车辆需要更轻、更紧凑和更高容量的电池来实现其目标行驶距离。电池制造商有望分享来自政府先进车辆制造技术项目划拨的旨在加快该技术商业化的250亿美元资金。大部分开发者相信锂电池能解决面临的挑战,因为它能存储多达三倍的电量,产生两倍的功率,并且相对今天使用的镍氢电池来说,锂电池每升所存储的能量是镍氢电池的两倍。根据Fuji Keizai公司的一篇报道,锂电池材料市场将在2012年增加到69亿美元,相比2007年增加了89%。例如,用于雪弗兰Volt电动车的T形锂电池组将于2010年下半年上市,其包含了约220个电池单元。除了可靠性和安全性之外,采用锂电池技术的PHEV车辆若要获得广泛的市场认可,那么电池成本则是一项重要因素。除了材料成本,电池价格还受到大批量生产中制造成本的显著影响。
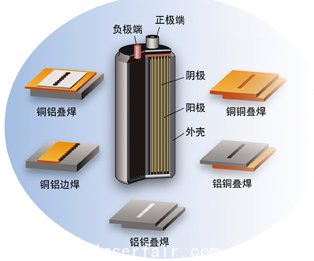
图1、锂电池的结构图
大批量生产
不同材料焊接技术、全密封的封装、本地化加工、高精度、一致的质量以及高生产率等都是实现电池高效率制造的关键因素。先进的激光系统结合创新的加工技术能为大批量锂电池生产中的许多应用提供具有成本效率的方案。图1显示的是圆柱状电池单元的基本组成部分。电极封装由带涂层的金属薄片焊接成筒状。该电极封装被密封于金属罐中并通过电路和外界电极端相连。平板单元(见图2)和堆栈式电极或棱形单元代表了目前所开发的锂电池所具有的不同设计。

图2、锂聚合物电池(Fraunhofer硅技术研究所)
,(a)用于锂电池的电极(Fraunhofer硅
技术研究所),(b)光学显微镜下,(c)
电子显微镜下激光切割铜箔样本的顶视图。
上方所显示的缝隙并不代表切口,样本已
被完全切断。
在电极的生产和电池单元及模块的组装中需要进行许多切割、焊接和密封的操作。潜在的激光应用包括:电极切割,将内部元件焊接至电极和电极端部,以及电池外壳的密封。大多数金属元件都由铜或铝为材料,这是因为它们具有出色的导电性能。而这些高反光材料过去曾为激光加工带来挑战,而如今通过尖端的高亮度激光技术已经能成功解决问题,使得焊接同种和异种材料成为可能。
电极切割
锂电池电极由正反两面均涂有活性材料的铝和铜片作为集流体。根据单元的设计(圆柱或平板)和电极类型(阴极或阳极)的不同,金属片的厚度从0.01mm(无涂层)到0.2mm(有涂层)不等。模切法被用来加工平板电极,而旋转刀切法则用来为圆柱形单元切割出电极板条。两种方法都需要相对昂贵的刀具,一旦磨损过度会带来工艺不稳定和切割质量差的结果。尤其需要注意的是,一旦刀片和微米级的材料成型出现轻微的弯曲,将会带来短路和整套系统灾难性的故障。因此,该方法需要进行频繁的维护和刀具更换。
激光切割电极材料的技术已经被证实在高速加工中相对机械切割法在质量和成本上具有优势。碟片和光纤激光器提供的高光束质量能实现更小的光斑尺寸和更高的功率密度,用以切割高度反光的铜和铝片。使用单模式的光纤激光能实现工艺的优化,并得到不错的切割质量。大于10米/分的切割速度需要在相对较低的50W至200W范围的功率实现。目前的一些工作成果显示出无接触加工的激光切割具备成为传统切割工艺强有力竞争对手的潜力,前者具备了无刀具磨损、高柔性以及切割质量一致等优点。
电池的组装
锂电池内部的大部分电流传导元件都由铜或铝制成,它们必须同外部的电极端相连,以连接起一系列的单元。HEV的生命周期预计为8~10年,因此必须使用非常可靠的连接工艺用于连接内部元件,并密封电池外壳。同类和不同类的金属相连,必须与外部电极端有电气连接,同时这些连接必须具有良好的导电性以避免能量损耗。叠焊接头因其在零件公差和配合上相对要求不是那么严格而常被采用。一般来说,铝罐被用于圆柱单元的外壳,对其进行密封加工是整个单元组装最后关键步骤的一个环节。
对于激光器和工艺设计来说,激光焊接高反光的铜材料是非常难的,因为高度非线性的激光束与材料之间的作用使加工的过程非常捉襟见肘,且限制了重复精度。镀镍或在铜片表面加上镍层的方法是目前用来增强铜焊中能量吸收和提升工艺稳定性的一种方法。Fraunhofer 激光技术中心对用于不同电池组装应用的连续和脉冲激光焊接工艺进行了调查,激光种类分为Nd:YAG、碟片和光纤激光器,功率范围从500W至数千瓦(见图3)。这些激光器提供了所需的功率密度来建立穿透型焊接流程,并实现了具成本效率的大批量生产所要求的高速焊接和短循环时间。
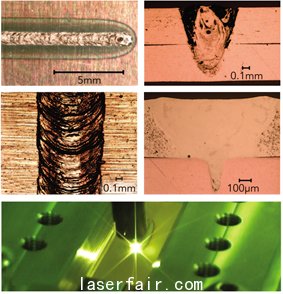
图3、(a)焊接表面;(b)使用功率2.1kW激
光以5m/min速度焊接两块0.5mm厚的铜片(合金110)
,得到全穿透叠焊横截面;(c)焊接表面;(d)#p#分页标题#e#
使用仅为470W激光以1m/min速度将一块铝片
(合金3003,厚度0.55mm)和一块铜片(合
金110,厚度0.6mm)焊接起来得到的横截面;
(e)采用Fraunhofer激光技术中心开发的高亮度
光纤耦合半导体二极管激光器,对铜片进行焊接。
除此之外,不同类型表面处理和涂层的效果也得到了评估。据观察,如果加上一层薄石墨涂层,工艺稳定性、焊接速度和穿透深度都会得到相当的提升。整个焊接流程几乎没有出现飞溅的现象,焊点外形一致。近期,Fraunhofer激光技术中心在高亮度光纤耦合半导体二极管激光器领域取得了进展,实现了仅以250W功率在1m/min下成功焊接裸铜片(0.2mm厚)的成绩。
新一代的激光焊接工艺同样被开发用于不同材料的焊接,如将铝焊至铜或将铜焊至铝。优化后的流程设计减少了变形和多种金属间相的发生,避免了焊接处的脆化现象导致大小不一的裂缝。
脉冲Nd:YAG激光焊接可被应用于点焊铜至铝的应用(在边焊设置下)。若要成功将铝和铜在叠焊设置中焊接,可通过一台单模式光纤激光器实现。因为材料属性的不同,熔融区域在界面处变化显著。只有激光束的核心部分穿透进入了铜片。尽管如此,连接点在拉伸剪切强度和疲劳测试中显示了出色的强度和耐久度。(作者:Hans J. Herfurth )
本文作者Hans J. Herfurth 是美国密歇根州Fraunhofer激光技术中心(www.clt.fraunhofer.com)的副总监。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

