
当在追求极致精密的工业加工领域,传统方法常常力不从心。想象一下,要在头发丝粗细的材料上钻出完美的孔,或者在脆弱的生物材料上进行无损伤切割?这时,水导激光和飞秒激光这两种尖端技术便闪耀登场。它们看似都与“光”有关,但原理和效果却大相径庭。一个借助“水”的引导实现精准切割,一个依靠“超快”的光脉冲实现“冷加工”。究竟谁才是精密加工的王者?它们各自擅长什么领域?有没有飞秒激光+水导激光这样的王炸组合呢?
在微米甚至纳米级别的精密加工世界,精度、热影响、效率和应用范围是衡量技术的核心指标。水导激光和飞秒激光正是为满足这些苛刻需求而生的革命性技术。让我们深入剖析它们的原理、特点和最佳舞台。
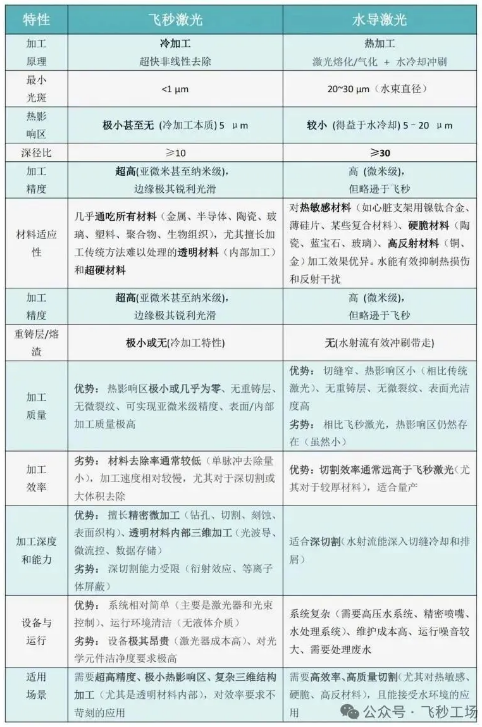
一、核心技术原理:截然不同的“思想”
飞秒激光:
核心思想: “天下武功,唯快不破”。它利用持续时间极短(1飞秒 = 10^-15秒!)的超快激光脉冲进行加工。
工作方式: 在如此短的时间内,激光能量在材料吸收转化为热能之前就已作用于材料,主要通过多光子吸收、库仑爆炸等非线性效应直接使材料电离、等离子化并去除。热量来不及扩散到周围区域。
本质: 这是一种“冷加工”或“非热熔性”加工过程,热影响区(HAZ)极小甚至为零。

注:飞秒激光技术边界:Coherent通过紫外飞秒激光+高NA物镜组合,在实验室环境下可实现亚微米加工(0.5~0.8 μm),为当前工业级精度极限。
水导激光 :
核心思想: “借水行光”。它巧妙地将连续或长脉冲激光(如光纤激光)耦合进一根极细(直径约20-100μm)的高压水射流中。
工作方式: 激光束在水射流内部发生全反射,被水“管道”约束并引导至工件表面。水射流不仅传输激光能量,还同时起到冷却、冲刷熔融物和引导作用。
本质: 这是一种热加工过程(激光熔化/气化材料),但水的冷却大大降低了热影响区。
注:水导激光技术边界: 水束直径直接限制光斑尺寸,Synova通过超精细喷嘴技术将水束稳定控制在20 μm(约头发丝的1/4),为行业最高水平。 二、性能大PK:各显神通 注:以上对比内容取自网络素材 三、应用舞台:谁主沉浮? 水导激光的主场: 需要大深度、无锥度、高速度切割的场合: 如半导体晶圆划片与切割(尤其厚硅片)、陶瓷基板切割、硬质合金刀具加工、航空航天复合材料(如碳纤维增强复合材料CFRP)切割、厚金属箔切割、医疗器械(如骨锯片)制造。 加工易产生熔渣/再铸层的材料: 水射流能有效解决这个问题。 对热影响有一定容忍度,但要求高效率和较大深径比的场景。 飞秒激光的主场: 要求无热影响且超精密、超光滑表面的场合: 如医疗支架雕刻、心脏起搏器电极加工、眼科手术(如LASIK角膜瓣制作)、精密医疗器械制造等。 透明材料加工: 如玻璃内部打标/雕刻、蓝宝石盖板切割/钻孔、光学元件微加工。 脆性/热敏材料加工: 如太阳能电池划线、微电子封装、脆性半导体材料微结构。 表面微纳结构制备: 如功能性表面(疏水/亲水)、光学衍射元件、生物芯片微通道。 需要三维精细加工的场合: 如光子晶体、微流控芯片。 总结: 飞秒激光是超快脉冲驱动的非热/极小热影响加工,核心优势在于超高精度、极小/无热影响区,能加工几乎所有材料(尤其透明材料内部),实现复杂三维微结构。国内外差距在缩小(尤其在应用研究和中低端设备),但在高端工业级激光器、核心器件和高端装备上仍有差距。 水导激光是水射流引导的热加工,核心优势在于高质量、高效率地切割热敏感、硬脆、高反射材料(如医疗支架、蓝宝石、硅片、铜),尤其擅长深切割。但国内外技术差距较大,核心技术和高端市场被国外(尤其是Synova)主导。 水导激光在特定材料的量产型高质量切割上不可替代;飞秒激光在超精密、无热损伤、复杂三维微加工领域是王者。两者并非直接竞争关系,甚至可能出现结合两者优势的复合加工技术。两种工艺路线可根据材料特性、加工要求(精度、热影响、效率、深度)和成本预算进行选择。