
近年来,“环形光斑”技术无疑是激光焊接领域最耀眼的技术方向。环形光斑焊接技术因其在熔池控制、飞溅抑制等方面的显著优势,已成为动力电池、扁线电机、精密结构件等领域的重要工艺方向。目前业内多数环形光斑方案依赖环形光纤输入,或对现有光源设备进行光源端改造。
兴弘光电HO系列环形光斑激光焊接头提供了另一种技术路径:无需环形光源输入,单路QBH或QD光纤直接接入,由焊接头内部完成高斯光斑向环形光斑的光学变换。
HO系列的核心在于其内部集成的光束整形与变换光学系统。标准高斯光束经QBH/QD接口进入焊接头后,首先通过准直镜组完成光束准直,进入光学元件构成的光束变换模块。该模块将原始高斯能量分布重新分配,在出射端形成环形光斑能量结构。整个过程仅涉及单一入射光纤,不依赖外部环形光源。
该方案具有以下工程价值:
1. 兼容现有激光器:无论用户当前使用何种功率等级的单路光纤激光器,均可直接匹配。
2. 简化系统架构:无需增设第二路光纤,无需为环形光源单独配置驱动与控制通道。
3. 利于产线改造:原有单光斑焊接头拆下后,HO系列可直接替换安装,电气与机械接口按通用标准设计,换装与调试周期短。
4. 兼容现有焊接头:兴弘光电环形光斑模块支持2KW-60KW全系列焊接加工头。
传统单光束激光焊接为何飞溅大、熔池不稳定?本质上是由于高斯光束中心能量过高,瞬间气化材料时产生巨大的反冲压力,导致熔融金属被侧向喷出,这就像用手指直接戳入水面,会激起巨大的水花和波浪。
环形光斑抑制飞溅的机制在于:外环光束扩大了热影响区,降低了匙孔壁的温度梯度与金属蒸汽反冲压力的峰值,从而减少了液态金属的喷射,相应减少焊后清理工序,保护周边精密部件免受飞溅污染。产线实测中,环形光斑焊接头在铝、铜材料连续焊接工况下,保护镜片因飞溅污染所需的擦拭频率明显大幅降低,且有利于提升设备综合效率。
动力电池极耳、汇流排叠焊等场景对熔深精度要求严格。HO系列的环光束在焊点周围形成稳定热力边界,对工件轻微起伏造成的波动具有缓冲作用,熔深波动范围收窄,虚焊与过熔风险同步降低。
精准的热输入控制,减少材料变形,尤其适合薄板及热敏材料。
焊接头在高功率连续出光工况下的稳定性,直接影响焊缝一致性。HO系列环形光斑激光焊接头采用全水冷散热结构,配合多层保护窗与双层风刀设计,有效控制热透镜效应,延长镜片维护周期,保持焦点位置与光斑形态的长时间稳定。
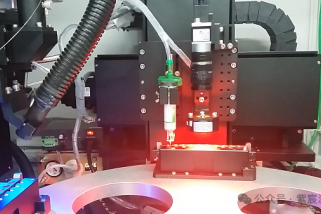
采用兴弘光电HO30-Y环形光斑焊接头,叠焊0.7mm镀锌板和1.5mm不锈钢,焊缝均匀无飞溅、无变形、无变色,表面干净平整,且不锈钢背面没有焊缝痕迹,使金属表面更加美观。
采用兴弘光电HO60S-Y环形光斑焊接头,焊接的汽车零配件焊缝致密平整,无飞溅、无气孔、无裂纹。
某制管线生产车间采用兴弘光电HO60-I-WG环形光斑焊接头应用,管材焊缝光洁致密,一次成型,无需二次打磨。
HO系列形光斑激光焊接头的主要适用场景包括但不限于:
1. 已配置单路光纤激光器,希望引入环形光斑工艺但暂不计划更换光源的产线;
2. 需要快速验证环形光斑效果,再决定是否大面积部署的工艺开发场景。
HO系列形光斑激光焊接头提供标准工业接口,兼容市场主流光纤激光器品牌与型号。光学接口、机械安装尺寸均按通用规范设计,可快速集成至现有自动化焊接系统中。
五、结 语
环形光斑的核心价值,在于通过改变能量空间分布来优化热输入条件,进而改善熔池行为与焊缝质量。这一目标的实现,并不必然依赖环形光源的配置,为环形光斑工艺的推广应用提供了更为经济便捷的实现路径。