
导语:
如果说2024年是液冷“元年”,那么2026年无疑是液冷技术的“爆发年”。
在AI算力井喷与新能源汽车“里程焦虑”的双重驱动下,液冷技术已从“备选”变为“必选”。而作为热管理系统的核心载体——液冷板,其制造工艺中的“焊接”环节,是决定产品良品率与可靠性的关键。今天,我们就来系统拆解:针对不同类型液冷板,应当如何选配激光焊接方案,并重点解析兴弘光电如何通过全场景焊接头解决方案,一站式解决液冷板焊接难题。
一、液冷板何以成为热管理心脏?
随着国家“双碳”目标的深入推进以及AI算力中心的爆发式增长。数据显示,中国液冷服务器市场规模在2024年已达23.7亿美元,预计到2029年将飙升至162亿美元。
液冷板作为液冷系统中直接接触热源的关键部件,正朝着“轻量化、复杂化、高密封性”,现有焊接工艺已力不从心。
二、激光焊接在液冷板中的关键应用
激光焊接并非一种独立的成型工艺,而是贯穿其中、实现可靠密封的关键连接技术。下表梳理了主流液冷版类型及适用的激光焊接工艺。
液冷板 加工类型 | 激光焊接 工艺应用 | 典型行业 | 参考图例 |
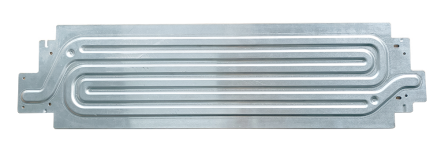
冲压式/吹胀式 | 上板与下板的周边进行密封焊接,进出水接口、固定螺母等附件。 | 新能源汽车动力电池包、储能系统的大尺寸液冷板。 |
|
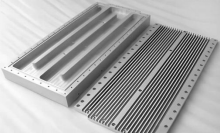
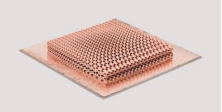
铲齿/铣削式 | 在将铲出的微通道翅片用盖板密封,激光焊接热影响区小,变形极微。 | AI服务器、超算中心的高功率密度冷板。 |
|
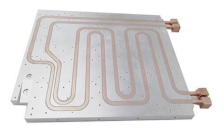
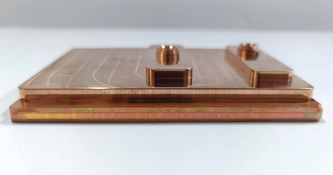
埋管式 | 在将铜管或铝管压入基板槽后,用于焊接管道的接口处,管子与基板进行点焊固定。 | 商用服务器、储能设备的冷板。 |
|
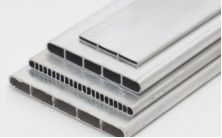
型材+焊接式 | 将型材拼焊成更大的冷板,或将端部的集流管、接头等部件焊接到型材主体上。 | 口琴管式冷板、标准化的中低功率设备冷板。 |
|
3D打印 | 用高能激光束熔化金属粉末,逐层“打印”出一体成型的冷板,无焊缝,从根源上杜绝了泄漏风险。 | 航空航天、尖端科研等对可靠性要求极高的小批量、复杂流道冷板。 |
|

三、为何激光焊接备受青睐?核心优势与挑战
三种主流焊接工艺对比:
焊接技术 | 技术特点 | 优势 | 劣势 |
真空钎焊 | 在真空炉中,利用钎料熔化填充焊缝,实现大面积连接 | 可一次焊接多条复杂、长距离焊缝,表面光滑流阻小。 | 工艺周期长,连接强度差,能耗高,设备昂贵,存在潜在的钎料腐蚀风险。 |
搅拌摩擦焊 | 通过高速旋转的搅拌头摩擦生热,使材料塑化后固态连接 | 固相焊接,无气孔、裂纹等熔焊缺陷,焊缝强度高,变形小,尤其擅长铝/铜等材料。 | 焊接速度慢;焊后飞边大,需二次铣削处理,设备刚性要求高,焊接柔性略逊于激光焊。 |
激光焊接 | 高能量密度、局部快速熔化连接 | 热影响区小,变形极小,速度快,精度高,易于自动化。 | 对工件装配间隙有要求,铝合金等高反材料焊接难度大。 |
核心优势:
1. 气密性极佳:满足长期运行的无泄漏可靠性需求。
2. 热影响区小,变形微:确保冷板整体平面度,提升散热效率。
3. 高效、自动化:易于集成到自动化产线中,可显著提升生产效率。
4. 绿色制造:相比传统的炉式钎焊,激光焊接能耗更低,更符合环保要求。
技术挑战与对策:
挑战:
铝合金对红外激光的初始吸收率较低,易产生工艺气孔,热裂纹。
对策:
1、环芯可调焊接技术:中心光束预热软化材料,环形光束稳定熔池边缘,减少飞溅,从根源抑制气孔产生;
2、AI智能熔池监测系统:通过高速相机实时采集熔池图像,自动识别气孔、塌陷等缺陷前兆,及时调节激光功率和焊接速度。
四、兴弘光电,无惧焊接挑战
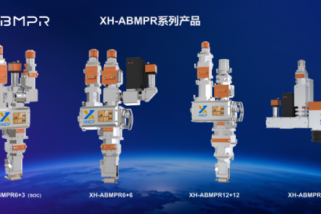
因液冷板的多样性,焊接方案必须“量体裁衣”。兴弘光电针对不同液冷板焊接场景,均拥有成熟的产品矩阵,可提供多样定制化解决方案。
1. 环芯三维动态可调焊接头:无飞溅!无气孔!一机多能

· 适用于:铝铜高反材料液冷板;对熔深和成形有要求的复杂焊接。
· 特点:环芯能量独立可调,环芯功率、光斑尺寸、中心摆动、焦点位置、同波长纤芯组合的多维度独立调控,消除飞溅、气孔。
2. 机械臂+光纤摆动可调焊接头:柔性制造,曲线无界

· 适用于:大型储能板、异形板、管道接口
· 特点:轻量化设计,适配主流机器人,可选焊缝跟踪
3. 推拉丝360°旋转送丝焊接头:环形焊缝,一次成型

· 适用于:液冷板进出水嘴、管板连接
· 特点:中空通丝,360°旋转,推拉丝送丝稳定,杜绝接头泄漏
五、液冷板焊接,实战见真章
1、锂电池水冷板焊接案例
难点:焊缝间隙不完全一致,焊缝是直线-圆弧-直线-圆弧的环形焊缝,对连续性和焊缝的一致性要求极高。
方案:采用推拉丝结构360°旋转送丝焊接头,基板与进出水接口焊接采用机械臂焊接的综合解决方案,焊接过程稳定,焊缝致密美观,并成功通过气密性测试。
2、冲压式水冷板焊接案


难点:板材薄,极易烧穿和熔池下塌,以及冲压回弹导致装配间隙不均,微通道流道对焊缝位置精度要求极高。
方案:采用平台配合点环光复合焊接头,经过参数和复杂回转焊缝路径的调节,周边压实,且过程压实,自动焊接过程稳定丝滑,无飞溅、变形、烧穿等问题。
3、芯片水冷板焊接案例
难点: 紫铜高反材料的飞溅、气孔、裂纹等问题
方案:环芯三维动态可调智能焊接头,焊缝成形平滑,与母材过渡自然,在气密性测试中表现优异。
六、找到合适的焊接方案,就成功了一半
2026年,液冷技术走向极致性价比,良品率就是生命线,密封性就是竞争力。
没有任何一种焊接工艺可以包打天下。真正的“最优解”,是根据液冷板类型、批量、材质、焊缝形式,精准选配最适合的焊接解决方案。

武汉兴弘光电凭借覆盖环芯三维动态可调智能焊接、场景扫描、摆动、机械臂、推拉丝旋转、高功率焊接等的全场景焊接头产品矩阵,为客户提供真正意义上的金属连接“可靠方案库”。
如需了解更多方案详情或获取技术支持,欢迎联系兴弘光电团队。
业务咨询
市场热线:15527170771 销售总监:17771734931
邮箱:XH04@xhoptoelec.com
官网:www.xhoptoelec.cn