
任何一种热切割技术,除了在少数情况下可以从板的边缘开始,一般都必须在板上穿孔一个小孔。早期的激光冲压复合机是先打一个孔,然后用激光从孔开始切割。随着激光功率的不断提高和技术的逐步成熟,激光直接穿孔已成为主流。那么什么是激光切割机打孔呢?
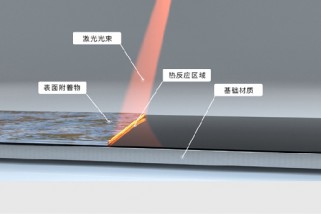
(1)爆破穿孔:将材料由连续的激光照射在其中心形成一个凹坑,然后由激光束同轴氧流将熔融的材料迅速清除形成孔洞。一般孔的大小与板的厚度、平均直径的爆破穿孔板的厚度的一半,所以板的厚度爆破穿孔孔径较大,而不是圆的,不适合使用更高要求的部分(如石油筛缝管),只能用于浪费。此外,由于穿孔的氧气压力和切割相同,飞溅也较大。

(2)脉冲穿孔:脉冲激光峰值功率是用来融化或蒸发少量的材料,和空气或氮是常用的辅助气体由于放热氧化,降低孔扩张和气体压力小于当切割氧气压力。每个激光脉冲只产生一个小的粒子喷射,它逐渐穿透,所以需要几秒钟的时间板穿孔。一旦射孔完成,辅助气体就被氧气取代,用于切割。射孔质量优于直径较小的爆破射孔。用于此目的的激光器不仅要有较高的输出功率;更重要的是光束的时空特性,所以一般的横流CO2激光器不能满足激光切割的要求。
在脉冲穿孔的情况下,为了获得高质量的切口,需要注意从工件静止时的脉冲穿孔到匀速连续切削的过渡技术。理论上,通常可以改变加速段的切割条件,如焦距、喷嘴位置、气体压力等,但在实践中由于时间短,上述条件是不可能改变的。在工业生产中,改变激光平均功率更现实,即改变脉冲宽度。改变脉冲频率;脉冲宽度和频率同时改变。