
在现代工业制造领域,激光切割技术已成为金属加工的重要工具,非常适合
碳钢、不锈钢,乃至铜、铝、钛、镍合金等高反材料的加工。不过,在激光薄板切割过程中,有时会遇到切割效果不良的情况,如底部过烧、断面斜纹、底部硬渣、切缝变宽等问题,这时应如何高效应对呢?为有效解决这些问题,我们首先需要排查以下几个基本原因:
1-确保激光头内所有镜片洁净,无污染;
2-检查水箱水温是否正常,激光器无结露现象;
3-确认切割气体纯度优,气路流畅且没有漏气现象。
可能原因
1-喷嘴选型不对,喷嘴过大;
2-气压设置不当,过大导致过烧有条纹;
3-切割速度不匹配,过慢或过快都会引起充分过烧。
解决办法
根据切割材料和厚度选择合适的喷嘴,例如16mm碳钢亮面切割,可选择高速喷嘴D1.4;20mm碳钢亮面可选择高速喷嘴D1.6;
减小切割气压,提高端面切割质量;
调整切割速度,使功率与切割速度达到最佳匹配,从而获得理想的切割效果。
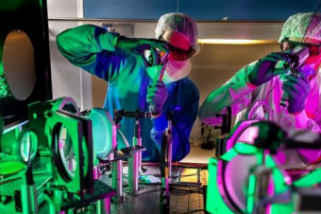
▲凯普林闪电Plus光纤激光器切割不锈钢效果图
可能原因
1-喷嘴选用过小,切割焦点不匹配;
2-气压过小或过大,切割速度过快;
3-板材材质差,质量不好,导致小喷嘴难以去除瘤渣。
解决办法
更换大口径喷嘴,并调整正焦焦点到合适位置;
根据实际情况增加或减小气压,直至气流量适当;
选用质量更好的板材进行切割
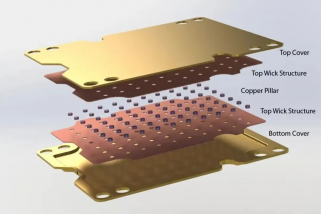
▲凯普林闪电Plus光纤激光器切割不锈钢效果图
可能原因
1-喷嘴口径偏小,无法满足加工要求;
2-负离焦不匹配,应加大负离焦,调至适当位置;
3-气压压力偏小,导致底部有毛刺,无法充分切割。
解决办法
选用大口径喷嘴,可以增加气流量;
增加负离焦,使切割断面到达底部位置;
增大气压,可以减少底部毛刺。
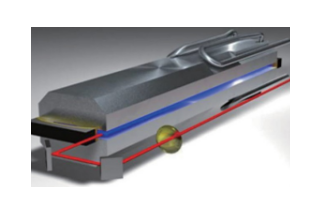
▲凯普林闪电Plus光纤激光器切割铝效果图
可能原因
1-喷嘴口径过大,无法满足加工要求;
2-焦点偏低,应加大负离焦,调至适当位置;
3-气压压力过大,导致底部切割过快。
解决办法
选用小口径喷嘴,可以减少气流量;
增加负离焦,使切割断面到达底部位置;
降低气压,可以减少底部毛刺。
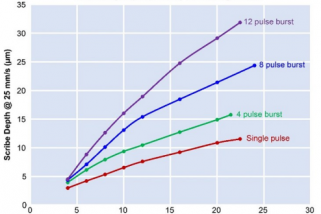
▲凯普林闪电Plus光纤激光器(3000W)
激光金属切割薄板工艺是一项复杂而精细的技术。通过系统解析切割过程中可能出现的问题及其解决办法,可以更好地掌握这一技术,提高切割效率和质量。在实际应用中,采用专为薄板切割设计的凯普林闪电Plus光纤激光器,并通过工艺优化,灵活调整参数和工艺方法,可达到最佳的切割效果。