






记者 | 韩沁珂
上世纪90年代,中国主力火箭——长三甲系列运载火箭采用的新型大推力氢氧发动机曾遇到大喷管焊接难题。难点之一是夹层喷管的全部焊缝长度近900米,喷管管壁仅为0.33毫米,焊枪多停留0.1秒就有可能把管子烧穿或者焊漏。
当时,焊接技师高凤林凭借自己的技术和经验,用了一个多月,完成了大喷管的手工焊接。
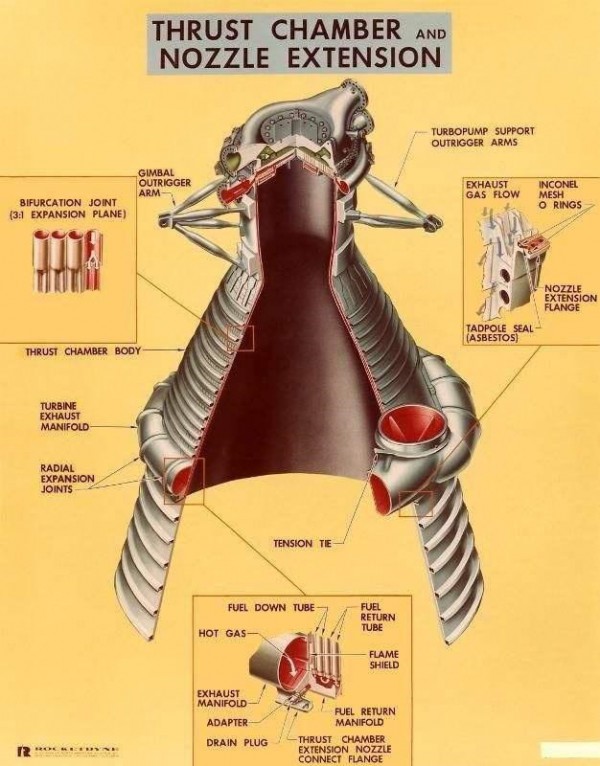
火箭发动机是火箭最重要的组部件,有火箭“心脏”之称。喷管位于火箭发动机推力室中,负责将推进剂燃烧产生的高温、高压燃气的热能转化为动能,它直接影响发动机的比冲性能。
近年来,商业航天加速发展,低成本低、短周期、可批量化生产逐渐成为追求方向。人工焊接耗时数月的生产周期,及对专家技师的高度依赖,并不适应市场对于量产的需求,火箭企业开始探索机器人焊接工艺。
日前,民营航天企业北京蓝箭空间科技有限公司(下称蓝箭航天)公布了一套激光焊接夹层喷管工艺,由机器人进行激光焊接。目前,采用该工艺的“天鹊”(TQ-12)80吨发动机喷管已成功下线。
据蓝箭航天工作人员介绍,TQ-12发动机喷管的直径1米以上,采用机器人进行激光焊接,用时仅为两天。随着后续工艺进一步成熟,焊接时间或压缩至10小时内,制造周期和成本仅为传统的喷管制造工艺的1/10左右。
TQ-12是蓝箭研制的首台80吨液氧甲烷发动机。其推力室设计工作于去年3月完成,六个月后,完成了短喷管推力室的20秒短程点火试车。今年1月,TQ-12燃气发生器完成首轮点火试车。
喷管在大推力液体火箭发动机工作过程中,需要承受燃气剧烈的高温加热,每平方米感受到的热量接近于太阳表面。人类目前掌握的最好耐高温金属材料也无法承受如此巨大的热流。
因此,工程师们将喷管的结构做成夹层,让推进剂在进入燃烧室前,先在夹层里高速流动,带走热量,从而保证喷管不被烧毁。
火箭发动机喷管示意图 图片来源:网络这种再生冷却喷管需要具有足够的结构强度和刚度,以承受发动机轴向的推力、内部的液压、强烈的震动;还需要足够轻的重量,以提高发动机推重比;以及最优的型面精度,以使燃气以最优的方式膨胀,获得最高的比冲。
在目前的工程应用中,夹层式喷管结构主要有波纹板式、铣槽式和管束式等三种。
其中,管束式结构,按管子的排列形式来分,可分为直列式和螺旋式。蓝箭航天采用的为螺旋管束式结构,数百根管壁厚度约3毫米的合金管,以改变螺旋升角的方式被焊接在一起。
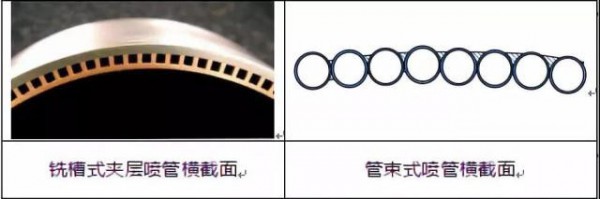
喷管横截面示意图 图片来源:网络“我们不仅需要考虑技术本身的成熟度,也要考虑这一工艺配套设备的供应情况。制造成本是否低廉,研制周期是否够短,以及能否实现标准化、自动化,是否节能环保等。”蓝箭航天高级工程师袁宇表示。
在对真空加压钎焊、扩散焊、激光焊等多种工艺进行比较分析,以及对相关设备企业进行调研后,蓝箭航天的研究团队最终选择了激光焊接夹层喷管工艺。
该工艺具备多种优势,包括焊缝强度高、承压能力强、自动化程度高、焊接速度快、能在大气环境操作等。但在此之前,国内尚无该技术研究基础,国际上也无相关型号的成熟产品。

机器人正在焊接火箭发动机喷管 图片来源:蓝箭航天袁宇称,在过去的一年多时间里,研究团队从最基本的焊接试验做起,完成了多项试验。为解决喷管焊接过程中的变形、移位问题,多次对焊接顺序和工艺参数进行调整,以寻找最优方案。“下一步,我们的工作就是多焊,积累更多数据,尽早暴露并解决潜在问题。”袁宇表示。

火箭发动机喷管 图片来源:蓝箭航天
蓝箭航天目前已与激光装备制造集团合作建成了整套机器人激光焊接设备。通过使用大型喷管机器人,完成全自动激光焊接。
该设备最大焊接功率8000瓦,最大可焊深度10毫米,最大可焊直径接近2米,适应各类不锈钢、高温合金、铝合金、铜-钢异种金属等的焊接。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

