





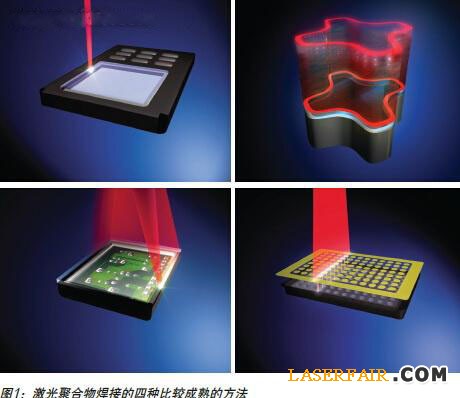
激光聚合物焊接是一种无振动、非接触且非常精确的焊接塑料部件的方式。如今,激光透射焊接有四种较为成熟的方法(图1)。在轮廓焊接中,一束激光投射到待焊接工件上,接着激光束沿着待焊接区域的轮廓扫描一周,两个夹紧的塑料部件上被扫描的区域由此被融化并连接在一起。在准同步焊接中,两个扫描镜以非常高的速度沿着轮廓多次偏转激光光斑。在这种方法中,整个图案的加热和连接几乎是同步完成的。在同步焊接中,完全相同形状的图案轮廓被激光光束融化并同时连接。在掩膜焊接中,线状的激光束穿过反射掩膜,掩膜的阴影区下方是不需要连接的区域。
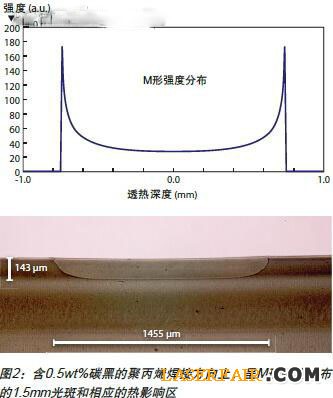
M形强度分布的圆形平顶光束
在轮廓焊接和准同步焊接中,玻璃光纤末端面被相应地放大成像到工件上。通常情况下为平顶光束。不过,圆形平顶光束沿着焊接轮廓进行连续引导时,将造成引导方向上不均匀的能量输入,即中间的能量输入比边缘的要高。因此,在激光焊接聚合物中使用圆形平顶强度光束会使得焊接过程中沿着焊缝方向的温度分布不均匀。这就对工艺窗口造成了限制。
对轮廓焊接和准同步焊接来说,M形光斑强度的分布更为方便。顾名思义,M形强度分布的圆形平顶光束成像在工件上的光斑在边缘的强度要高于中间位置。这就能确保焊接过程中沿着焊缝方向的温度分布均匀。图2显示了含有0.5wt%碳黑的聚丙烯中的M形强度分布的光斑和相应的热影响区。这里的透热深度是指沿着光束引导方向上的透热深度。
利用折射或衍射光束整形技术获取M形强度分布的激光光斑。通过折射方法,在光纤耦合激光模块中集成特定的双折射透镜,以实现光纤末端面的M形强度分布。这种方法的优点是光功率损失低。不过实现的强度分布只是近似M形。
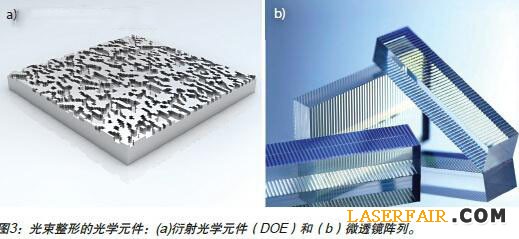
在衍射方法中,衍射光学元件(DOE)定位在准直激光束的传播路径上。衍射光学元件表面的极小的结构能按照预想的形状和强度设置来衍射激光光束(图3)。衍射方法的优点在于可以修改激光光斑的大小和强度。此外,衍射光学元件不需光学对准。因此,可以容易、快速地通过更换衍射光学元件来改变焊缝宽度,而无需更改任何透镜和工作距离。衍射技术的缺点是相比折射方法具有较高的光损耗,并且根据不同的要求,需要更高亮度的激光源——光纤激光器。
均匀的激光线
通过微透镜阵列可以将任何准直激光束分成多个小射束,生成均匀的激光线。在阵列后的每个束波被聚焦形成激光线。所有这些聚焦的束波叠加形成了均匀的激光线。在掩膜焊接中,均匀激光线用于焊接在一个平面内的任何形状。
高度定制的光束形状
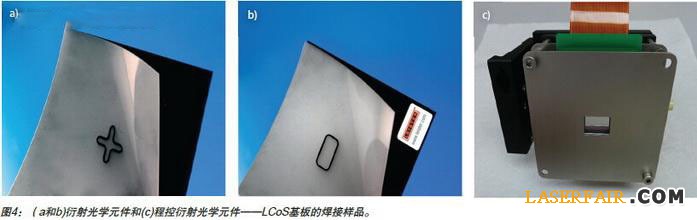
如果要求加工时间短和/或不能移动部件,那么应该优先选择使用同步焊接。根据焊接形状的复杂性,可以使用折射或衍射光学元件。简单的形状例如环形,可以通过特殊的透镜来形成,而更复杂的形状,例如椭圆形、正方形,原则上可以通过使用衍射光学元件生成2D形状。每个焊接形状通常都是根据客户的需求定制的,同步焊接的衍射光学元件也是如此。由于要在玻璃基板的表面蚀刻特定的衍射结构,衍射光学元件的价格不菲,但是可以承受。此外,衍射光学元件衍射产生的光束形状是固定的。这一限制可以通过使用类似程控衍射光学元件——硅基液晶(LCoS)基板来克服。
最近,高反射LCoS基板已成功应用在激光聚合物焊接中(图4)。该基板可以承受激光功率高达100瓦以上的辐照。此外,线性偏振激光束的形状和强度分布可以在几秒钟内得到修改,无需更改任何设置。修改后相当于快速调整了焊缝宽度和焊接过程中的温度分布优化。
折射和衍射光束整形技术已经在塑料激光焊接中找到用武之地。在轮廓焊接和准同步焊接中,M形强度分布的圆形平顶光束可以确保在焊接过程中沿着焊缝的温度分布保持均匀。同步焊接中,可以通过衍射光学元件生成任何2D形状。未来,LCoS基板将赋予激光光束整形技术更大的灵活性,从而促进激光聚合物焊接的发展。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

