





目前手工焊(包括手持式激光焊)在焊接场合中扮演着重要角色,因为人更能适应焊接工艺过程中的各种变化。熟练的焊工能够知道调节哪些参数和调节多少参数来保证焊接工艺良好运行,能通过检查待焊工件发觉工件的变动并及时采取相应的调整方案,确保焊缝质量。实际上,焊接是一个多相关量的调节问题,因此也使之很难实现自动化。
在实际应用中,全自动化焊接仅仅应用在某些大批量生产场合,考虑到反变形等因素,定位夹紧装置往往比较复杂,编程方式也是大量采用人工示教编程。目前由焊接控制系统来评估一些参数,并基于与希望值的多种偏差建立一种对策,这种要求导致该问题复杂化。由于控制系统无法评估出那些可能会出现的百万种可能响应,因此有一种倾向是采用简化方法。但控制系统的简化同时又会导致自动化焊接工艺不够稳定。于是,自适应焊接系统技术应运而生。
自适应焊接系统通过人机协同的方式,区别于现有的全自动化焊接,主要集中在动态焊缝追踪,系统平台会更加柔性化。通过将更多的工艺变量整合到设备控制系统,并与实际接头测量结果组合起来,产生高质量焊缝,同时允许接头轮廓和其它工艺参数具有更大的变化范围,这就是自适应焊接技术发展的主要原因。
自适应焊接原理
针对不同的焊缝类型,需识别焊缝位置、间隙、坡口角度、截面积、错边量、变形量等特征,并模型化处理(方便在离散工艺库中比对,并找到最相近的工艺模型,如ServoRobot ADAP)。系统在焊接过程中实时检测并前置处理,在线纠正机器人的运动轨迹的同时自动调整机焊接工艺参数,能实现焊缝成形及焊接品质的一致性和高可靠性。离散工艺库主要靠现场经验及工艺实验的大量积累。
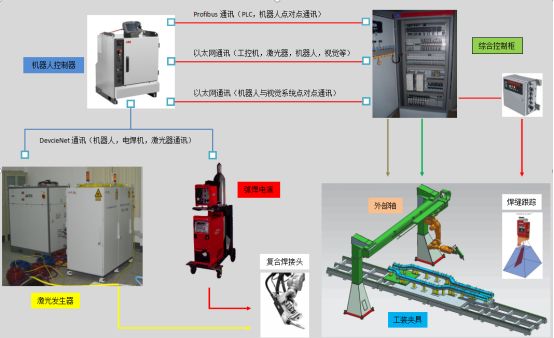
自适应焊接系统的结构
一般由焊缝识别系统、运动执行机构、焊接系统三大部分构成。焊缝识别系统具有数据采集、量化、处理等功能,主要由激光传感器、控制单元、控制软件等组成。操作机构负责执行焊接的各项动作,一般有两种形式,即关节机器人和桁架机械手。具备自适应功能的焊接系统,融合了较多智能控制技术,如:激光器及激光调制焊接头、高性能焊接电源(如CMT)、焊接工艺库及上位机管理程序、离线编程技术等。
自适应焊接系统构造复杂,但是能实现人与机器人协同配合,充分发挥机器人强大的存储与计算优势,在云平台的支持下还可以实现工艺数据的共享。在大型钢结构(工字钢、停车库等),工程机械、特种车身、车架长大梁、车箱板、罐体等焊接工况下,实现自适应焊接工艺后可以简化工件装夹的方式,并降低反变形的要求。
自适应焊接是一种高性能焊接技术,对于要求灵活多变的车身试制工厂,优势也非常明显,如在车身试制现场五大分总成(前围、后围、地板、顶盖、侧围)的焊接过程中采用点焊固定及简易定位后机器人自动焊接,板厚3~8 mm,采用了多种焊接工艺:MAG焊、激光焊、激光复合焊等。
应用工艺装备
1)激光复合焊,是将激光与MIG 电弧同时作用于焊接区,通过激光与电弧的相互影响,克服每一种方法自身的不足,进而产生良好的复合效应,获得优良的综合性能,支持调整的工艺参数有电流、电压、送丝速度、焊接速度、激光功率、脉冲调制等;
2)激光摆焊,是在焊接加工向前运动的同时,光束绕着焦点位置做画圆或任意图形的运动,由于其有一个附加的运动轨迹,会对熔池形成搅拌,故而称为搅拌焊/摆焊,支持调整的工艺参数有摆动路径(圆形、直线型)、摆动频率、焊接速度、激光功率等。
焊缝识别系统的核心模块
焊缝跟踪,能直接与机器人控制器建立通讯,可由机器人直接调整XYZ坐标系的偏移值。 而在高精度激光焊接应用时,焊缝跟踪可与Y/Z滑台组件、校准盒组成一套闭环的跟踪系统,包含识别、处理、控制、执行、调整等全部流程。Y/Z滑台组件精度较高,也适用于焊接专机。跟踪传感器将激光二极管发出的光束经柱形透镜转换成条形光,投射到工件坡口的工件表面,是一种主动光源的视觉传感方法。焊缝有一定的间隙和形状变化时,条形光会发生变形并在工件上方漫反射,获得焊接电弧/激光焦点与焊缝中心的偏离数据,根据这个数据作上、下、左、右4个方向的运动,以达到实时偏差调整的目的。条形光传感方法不仅能检出焊缝的中心位置,而且还能获得焊缝截面的形状和尺寸等特征参数,给自适应焊接提供焊缝宽度等信息。
将焊接专家的经验及工艺实验数据形成一套焊接知识库,焊接过程中随时调用,有效保证了焊接的规范性与质量。焊接工艺管理程序主要用于管理工厂内部焊接工艺数据,用于生产现场实时访问,也可以将车间焊接设备与车间服务器构建了一个局域网,通过以太网接入到云平台。实现焊接工艺参数共享,控制焊接参数与工艺规程的一致性:一套焊接工艺参数能够保证产品焊接质量,另一个车间就可以直接实现工艺共享,而不必再重新摸索。实现了焊接任务包和焊接工艺规程的智能关联,每个焊接任务包都有唯一的焊接规程与之对应,不再需要工艺人员现场巡查。
总结
在自适应焊接方面,无论从焊缝识别系统还是工艺库软件等方面与国外公司还存在一定的差距。国外自适应焊接机器人经历了30多年的发展历程,是个成熟的工业产品,而且在实际生产中不断地完善和提高,而在我国还处于实验室阶段,特别是设备厂家对于焊接工艺及实际生产要求并不关注(重点放在跟踪传感器的功能开发,无法解决焊接过程中与工件发生干涉等实际问题,有些焊缝无法识别),终端用户对于自动化技术并不了解(如无法将离线编程技术与自适应焊接工艺融合,期望能实现数模驱动机器人的自动化焊接,将会大大减少技术人员现场调试的时间),所以需要有技术人员将这两项技术融合在一起,使机器人焊接系统智能化,实现高性能焊接。
作者
刘拉 湖北瑞兴达特种装备科技股份有限公司
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

