





序言
在电子产品向高密度、小型化、高可靠方向发展的背景下,柔性线路板(FPC)因为其可以自由弯曲、配线密度高、厚度薄等特点,成为满足电子产品小型化和移动要求的惟一解决方法。在FPC表面有一层树酯薄膜,起到线路保护和阻焊等的作用,其主要成分为聚酰亚氨(Polyimide,PI),工业界又称之为PI覆盖膜,它是主链上含有酰亚胺环(-CO-NH-CO-)的一类聚合物,其中以含有酞酰亚胺结构的聚合物最为重要。PI覆盖膜在高温下具有突出的介电性能、机械性能、耐辐射性能和耐磨性能,广泛用于航空、兵器、电子、电器等精密机械方面。
随着激光技术的发展,使用激光切割FPC与PI覆盖膜逐渐取代传统的模切。激光切割属于无接触加工,无需价格昂贵的模具,生产成本大大降低,聚焦后的光斑可仅有十几微米,能够满足高精度切割和钻孔的加工需求,这一优势正迎合电路设计精密化的发展趋势,是FPC、PI膜切割的理想工具。
基本加工原理:为什么选紫外、为什么选短脉宽
当前用在FPC、PI膜切割的激光器主要为纳秒级固体紫外激光器,波长一般为355nm,相对于1064nm红外和532nm绿光,355nm紫外有更高的单光子能量,材料吸收率更高,产生的热影响更小,实现更高的加工精度。脉冲激光切割材料分为两种原理,一种是光化学原理,利用激光单光子能量达到或超过材料化学键键能,打断材料某些化学键来实现切割;另一种是光物理原理,当激光单光子能量低于材料化学键键能时,依靠聚焦光斑处非常高的能量密度,超过材料的气化阈值,从而瞬间气化材料,实现材料的切割。在PI膜的化学键结构中,常态下C-C键和C-N键的键能分别为3.45eV 和3.17eV,而355nm紫外激光的单光子能量为3.49eV,高于常态下C-C键和C-N键的键能,可直接破坏材料的化学键[1]。但实际在用紫外激光切割FPC或PI膜的应用中,上述两种切割原理同时存在,在光物理效应中,会有热量的产生和积累,材料温度不断上升。研究表明[2],当 PI 材料温度高于600℃时,相对于 C元素,N和O两种元素的比例会不断减小,最终材料中主要以C元素为主,即材料发生碳化。材料吸收激光能量转化为热能的扩散距离公式 L = [4Dt]^1/2,其中 D为材料热扩散率,t为激光脉宽。由此可知当材料一定时,激光脉宽越大,激光产生的热能在材料上的扩散距离越大,也就是说对材料的热损伤越大。
实验验证脉宽对切割效果的影响
本实验所采用的PI覆盖膜厚度为30±2µm,拉伸强度≥160 MPa,热分解温度≥500℃。对比单脉冲能量为20uJ,脉宽分别为42ns、21ns以及11ns的切割效果。实验中保持OVERLAP一致,切割次数2次,实验检测设备为奥利巴斯BX51光学显微镜。
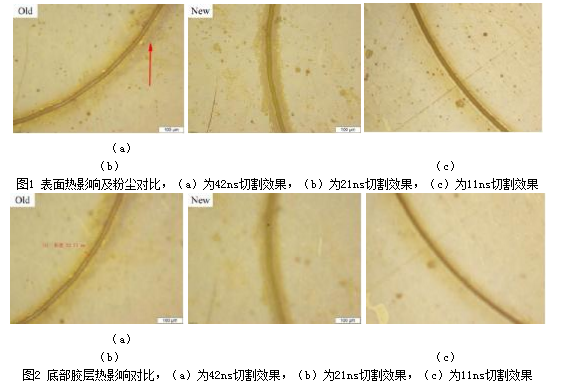
图1为表面热影响及粉尘对比,可以明显发现脉宽越长,切割道附着的粉尘以及颗粒会越多,而这些粉尘很容易附着在电路上从而引起短路。图2为切割后底部胶层热影响对比,脉宽为42ns时的热影响约为22.7µm;而脉宽为21ns以及11ns时切割后底部基本看不到胶层的熔融。通过以上实验发现脉宽越短越有利于覆盖面的加工。
全新高频短脉宽纳秒紫外激光器
为满足FPC、PI膜切割行业对更少碳化和更快效率的要求,英诺激光在旧款AWAVE系列15W@50KHz纳秒紫外激光器的基础上,推出了新一代高频短脉宽纳秒紫外激光器FORMULA系列15W@50KHz。该款激光器有如下特点:
1.频率更高。最高频率可达300K,在200K时最大功率有5.8W,300K时最大功率有2.6W。与AWAVE 15W@50KHz激光器功率的对比可见图3。
2.脉宽更窄。最小脉宽仅11ns,150K下脉宽也只有24ns,相比旧款窄了20ns。与AWAVE 15W@50KHz激光器脉宽的对比可见图4。
3.光束质量优秀,M2<1.2,光斑圆度>90%,性能稳定可靠,同时具有突出的性价比。
4.一体化紧凑型设计,将控制箱和激光头合二为一,更加便于设备集成。
FPC、PI膜的切割需要的是高频高速与短脉宽,AWAVE 15W@50KHz受限于频率较低,速度无法加快,并且脉宽较大,所以无法满足更高的质量要求。而FORMULA 15W@50KHz则弥补了这一不足,有效提升了切割质量。

FORMULA 15W@50KHz与AWAVE 15W@50KHz激光器切割效果对比
我们分别针对PI 和FPC做了对比,图5为两款激光器切割PI膜外观效果对比图,从切割外观结果可以看出FORMULA 15W@50KHz切割效果要明显好于AWAVE 15W@50KHz。

图5 两款激光器切割PI膜外观效果对比
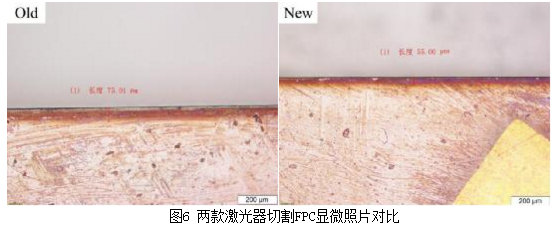
图6为两款激光器切割0.16mm厚FPC外观效果对比图。凭借FORMULA 15W@50KHz激光器短脉宽与高频率下的高速度,FPC的切割质量更好,热影响相比旧款减小了约26%,同时有效切割速度从50mm/s提高到70mm/s,提高了约40%。
总结
本文主要阐述了纳秒紫外激光切割FPC与PI覆盖膜的原理及特性,针对该应用更小热影响及更快效率的需求,我们推出FORMULA 15W@50KHz高频短脉宽纳秒紫外激光器。分别做了新旧两款激光器切割PI覆盖膜与FPC的实验对比,结果表明,依靠更短脉宽和更快的切割速度,FORMULA 15W@50KHz激光器的切割效果有明显改善,热影响更小,同时切割效率也有较大提高。
参考文献
[1] 张菲, 段军, 曾晓雁,等. 355nm紫外激光加工柔性线路板盲孔的研究[J]. 中国激光, 2009, 36(12):3143-3148.
[2] 张鹏, 迟伟东, 沈曾民. 高温炭化对聚酰亚胺(PI)薄膜结构与性能的影响[J]. 炭素技术, 2008, 27(6):10-12.
该论文由深圳市海外高层次人才资金资助(项目编号:KQTD20130417155348471)
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读


































 关注我们
关注我们

