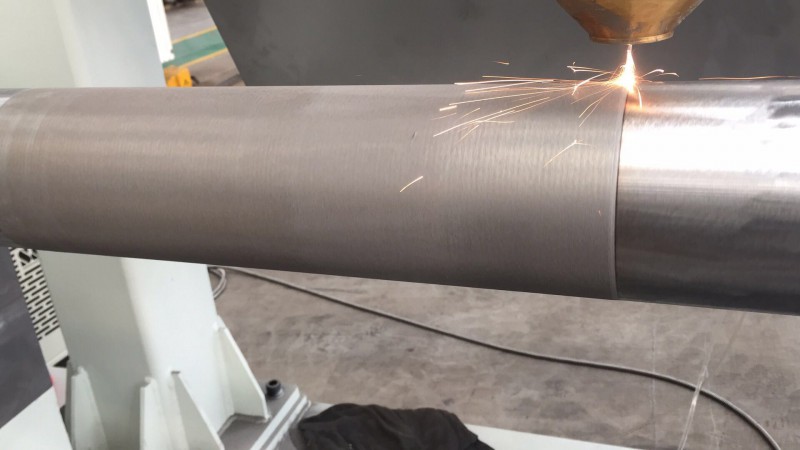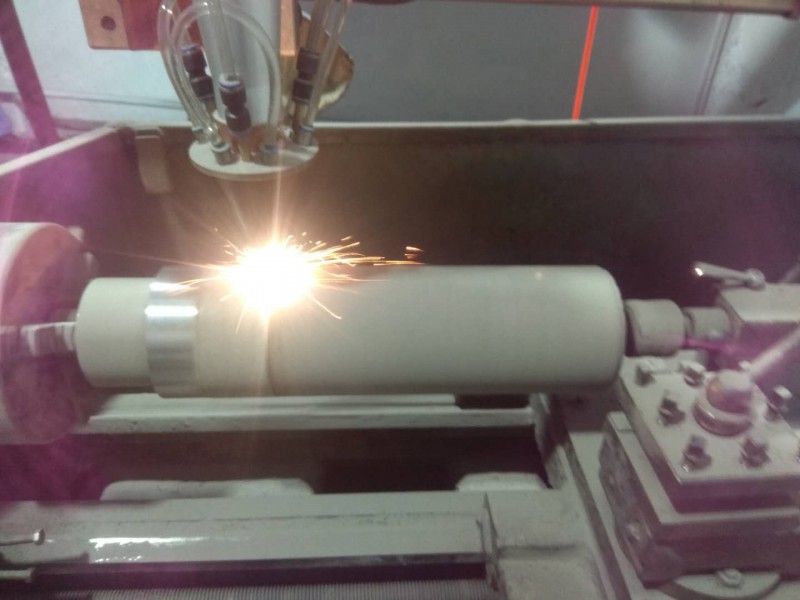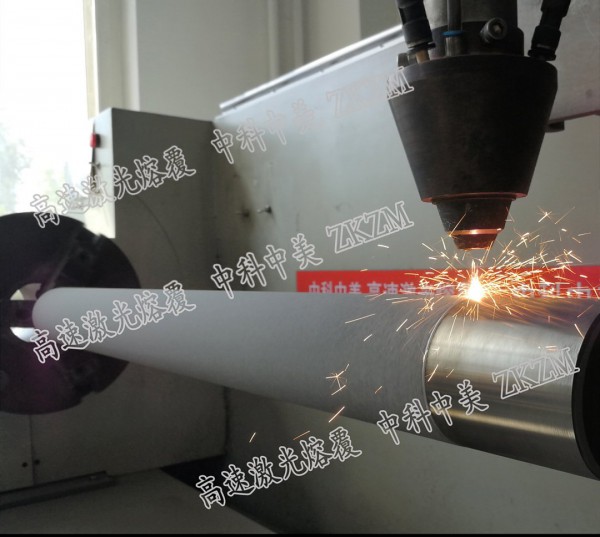

高速激光熔覆是一种先进的快速绿色金属表面处理技术,已被国家科技部立项作为代替镀铬的技术之一。高速激光熔覆具有加工效率高、后续加工量小、成本低、加工精细等特点,是金属激光表面改性技术领域的一次重大技术突破。
实际工作中,高速熔覆涉及的主要技术参数包括两个方面:一是激光熔覆过程中设备的调试设置参数,称为加工参数;二是熔覆完成后对熔覆效果质量的检测评价参数,称为检测参数。
加工参数主要包括激光功率、搭接率、熔覆速度、送粉量、送粉气压和保护气气压等5项关键参数。
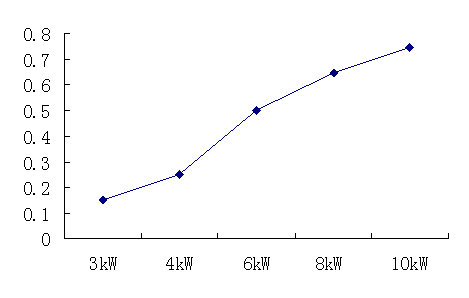
(1)激光功率:激光器单位时间内输出的能量。高速激光熔覆一般用kW级激光器,如中科中美生产的ZKZM-2000W和ZKZM-4000W在市场上推广应用较多,可满足大部分的科研和生产需求。
(2)搭接率:搭接率一方面影响熔覆层表面粗糙度,另一方面影响熔覆效率。高速熔覆的搭接率较高,一般为60%-80%(普通熔覆的搭接率为30%-50%)。
(3)熔覆速度:熔覆线速度和熔覆效率均可表示熔覆速度大小。中科中美ZKZM-4KW熔覆实测线速度可做到5m/min-100m/min,在熔覆厚度0.2-1.2mm时,熔覆效率每小时0.5-1.2平方米。
(4)送粉量:高速熔覆的送粉量主要与粉末熔点特性、激光功率、工件运动线速度有关,既要保证粉末充分熔化,同时粉末也不能过烧。
(5)送粉气压和保护气气压,高速熔覆的送粉方式为气动送粉,送粉气压要与送粉量想匹配。保护气气压的选择既要在熔池周围形成保护区域,减少氧化,也不能太大,影响粉末的飞行路径。
检测参数是在高速熔覆完成后,对熔覆层质量好坏的衡量参数,主要包括熔覆层厚度、结合强度、孔隙率、稀释率、表面粗糙度、硬度耐磨性等6项关键参数。
(1)熔覆层厚度:熔覆层厚度主要取决于熔覆功率、送粉量和工件运动线速度。高速熔覆可实现0.2-1.5mm的熔覆层厚度,特殊情况下,可进行多层熔覆实现较厚的熔覆厚度。但0.5mm以下的熔覆层厚度更能发挥高速熔覆的优势。
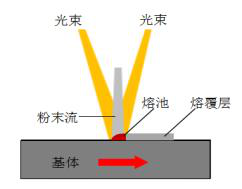
(2)结合强度:高速激光熔覆与热喷涂的最主要区别在于:高速熔覆在熔化粉末的同时,也将小部分能量用于熔化工件基体,熔融粉末在熔融基体界面处产生原子相互扩散而形成冶金结合。高速激光熔覆层与基体结合强度可高达360MPa以上。
(3)孔隙率:空隙的出现主要原因有粉末未熔化充分、粉末过度氧化等,选择适当的熔覆功率、送粉量和工件运动速度,高速熔覆的孔隙率可接近零。
(4)稀释率:指熔敷金属被稀释的程度,用基材在熔覆层中所占的百分比来表示。稀释率对熔覆层性能有较大的影响。稀释率的大小主要受金属粉末流量、熔覆功率和熔覆速率等因素影响。中科中美大量的用户数据表明,高速熔覆的稀释率极低,可降到3%以下。
(5)表面粗糙度:高速熔覆层的表面平整度受搭接率、送粉量大小、载气流压力以及机床运动精度等多方面因素等影响。参数匹配恰当,高速熔覆层的粗糙度可实现热喷涂的效果。
(6)硬度耐磨性:高速熔覆层的硬度耐磨性主要取决于粉末特性。
实际高速激光熔覆工作中,需要根据粉末、基材特性及加工需求,设置合适的加工参数,以实现各项技术检测指标要求。