





作者:Alexander Kranhold, Sebastian Becker
单位:Scansonic MI GmbH, Rudolf-Baschant-Str. 2, 13086 Berlin
激光束远程硬化在工业领域变得越来越重要,通过使用该技术可以开发新作业和应用。与传统的硬化方法相比,激光束远程硬化可以显着提高生产率。提高组件的可达到性和高重复率,减少循环时间,这在汽车行业的设计中扮演了一个主要角色,对于许多金属加工业的中型企业来说也非常重要,这是在未来保持竞争力的途径。
迄今为止,激光系统很少用于硬化。即使要使用,也没有必要的控制系统提供给加工参数的在线适应。Scansonic的一项开发,即允许通过使用智能传感器,以及用于加工窗口扩展和加工稳定的新方法----实现了激光硬化的调节,从而显著提高质量。
激光束远程硬化的原理
原则上,激光束远程硬化属于表面硬化方法,碳含量高于0.2%的铁质材料特别适用于这一过程。对于要硬化的部件,激光束通常在材料熔点温度下加热表面层。组件表面在进料方向被加热,使碳原子在金属基质中重新定位。当TCP向前移动时,周围的材料将冷却辐射区域,这就是所谓的自淬火。 在高冷却速度下,可以防止碳扩散,金属基体不能恢复到原始形态。这会产生马氏体,一种非常硬而脆的金属结构。
图1显示了一个系统在两块集成电路板加工过程中,可以允许加工参数的精确调整。它使系统能够根据当前材料条件,调节激光功率和集成扫描仪的横向速度。
由于实时温度控制,该加工经常超过所需的硬化温度,但同时低于熔融温度。因此,结构上需要的锋利的孔或切边不会因为达到了所需的深度(最大2mm)而熔化。为此,在中等速度0.2 ... 1.5米/分钟范围内,通常有必须的相对较大的光斑直径(Øspot3.5 ... 15毫米)。激光功率在900W和5KW之间。
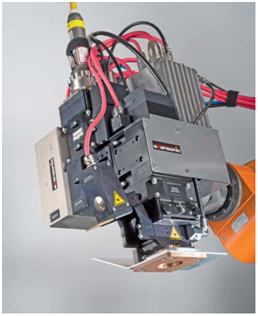
图1
工件上难以触及的地方可以通过光束引导的可能性实现加工,并且硬化可以很好地适应于部件的几何形状。因此,复杂的轮廓可以硬化,具有高度的灵活性。其它表面硬化方法,如感应硬化,根据每个工件的几何形状需要新的感应器。此外,由于激光束的强聚焦性,激光器可以进行局部有限的硬化。
激光硬化的经济可行性有着一个决定性优点,就是可以硬化最终完成和形成的部件。工件可以在软条件下进行加工,只有达到传送状态所需的尺寸和形状时,才会发生硬化。由于大量有目的性的热量输入,与感应硬化相比,组件的变形可以忽略不计。

图2
所谓自淬火的优点,通过部件体积、外表面和核心之间的温度梯度,确保了在激光硬化期间的最佳和无缺陷的硬化结果。
在图2和图3中,展示了具有径向凹槽的轴杆。该部件的硬化过程中的进给运动是通过工件的旋转实现。横向扫描运动沿轴向工作,并覆盖表面上的两个连续的凹槽。图3所示的纵向剖面示出了表面边缘处的硬化结构。
一个深度1mm的硬化案例,是通过使用光学散焦来产生,激光束在部件上覆盖范围从3.3mm增加到5.7mm。这里,通过熔化边缘没有产生缺陷。
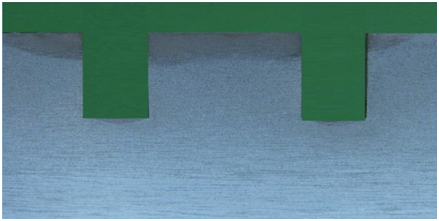
图3
所选择的机器人速度为6 mm/s,对自淬火有正面影响。图4中的图示出了部件各个深度所测量到的硬度值。
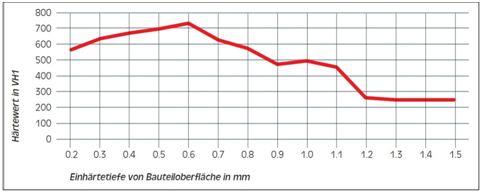
图4
随着部件边缘处的热量增加,边缘熔化很可能出现,但是通过降低激光功率和扫描速度的平行增加可以防止出现。工具中心点的工件温度通过使用高温计可以实现,它与光学系统的光束路径是同轴耦合在一起。根据控制原理,测量所得温度现在与设定值匹配。一旦出现与设定值偏离,横向扫描运动速度以及激光功率都要调整。
通过在光学系统的准直透镜上的集成自动对焦来实现Z方向(垂直)的垂直偏移,由此可以跟踪激光光斑中的水平(TCP)。
该系统会产生清洁的硬化效果,因为通常不使用淬火介质,因此不会发生表面污染。工件的选择性硬化,比如具有多维弯曲向内或难以触及区域,孔或凹槽,都是可能实现的,同时还包括易变形的部件。与感应淬火相反,激光束作为一个非成型工具。
从经济角度来看,通过激光进行热处理也具有优势。高效率由系统的高度灵活性所赋予,即使对于小批量的尺寸也是如此。加工后的零件,无磨损的和低成本维护的加工零件,在硬化处理后马上获得,可以进一步加工,无需进行各种后续处理。由于不再需要长时间的预热,加工时间更短,并且可以非常快速和准确地改变工艺温度。
激光硬化工作站可以轻松地被整合到现有的生产加工中。激光束本身采用光学光纤可以实现光束导向选择,可以安装在生产链外侧。对于该过程,仅需要留些空间给激光加工光学,以及用于允许工件和激光束之间运动的装置。
通过部件的自淬火和废水或油的排放,以及非常高能量效率的激光工艺,降低环境影响也属于一个优点。
通过激光硬化,为客户的工件提供激光硬化加工,可为他带来效益。采用准确设定的热量输入对所需表面的选择性硬化,可以导致不同尺寸较小和较轻的组件平行,增加其耐磨性。
激光加工的条件
用于激光硬化的光学系统RLH-A可以配套固态激光器使用,也包括1030nm的波长碟片激光器,1064nm的YAG激光器以及1070nm的光纤激光器。这个光学器件还可以与半导体激光器一起使用,其波长范围为930 nm至1100 nm。对于这种表面处理的应用,常用的光缆的光纤直径为600μm芯径。为了实现相应的加工运动,激光光学或者工件都安装在导向机器上,根据应用而定。以激光腔形式的激光安全装置对于这种生产技术至关重要。
前景
未来的重点肯定在于技术的进步,根据用户需求提供各种可用系统。包括例如:具有二维扫描组件的光学器件,以及没有激光束振荡的更简单的系统。另一个主要问题和对工艺的有用的适应是可变光束或聚焦成形。由此,TCP上的激光光斑可以被衍射光学改变,根据圆形光斑或线条光斑。
作者:

Alexander Kranhold, MBE
![]()

Sebastian Becker, M.Sc.
参考文献
[1] Laser hardening of power train components
[Daimler AG, Christian Elsner, EALA2013, 02.20.2013]
[2] Internal examinations of laser hardening,
Laser Application Center, Scansonic MI GmbH, 2014
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

