





Optimizing Infinite Field of View Laser Processing
作者: 葉惟仁 / 美商艾羅德克有限公司台灣分公司 (Aerotech Taiwan)
于目前电子产业的雷射应用中,大范围加工已经是许多设备商均投资研究的重要议题,以往在雷射加工时,在雷射产业中扫描振镜是高速加工的主要设备,但扫描振镜在大范围加工最大的限制,在于接图误差与如何维持加工精度等议题;Aerotech 于2011年推出无限式也范围功能 (IFOV) 概念,整合了第三方雷射扫描头后,来年推出之全闭回路雷射扫描系统NmarkCLS,将无限视野范围概念进行了软硬件的整合,在业界造成了巨大的回响,随后的数年,每一年中IFOV功能皆有不同程度的强化,直到2016年,将硬件性能提升至NmarkGCL的192KHz轨迹产生,再次对雷射扫描系统业界投入巨大震撼弹。过去几年,使用雷射扫描系统搭配IFOV功能,虽然在制程上有很大的突破,解决接图误差问题,但使用上的困难度仍是对于许多设备业者一大挑战,本文将IFOV参数优化的流程进行深入说明,期可让用户可以更系统性的完成参数优化。
Aerotech 无限视野范围功能使用一组Aerotech双轴扫描系统驱动器,与Aerotech双轴伺服驱动器。IFOV支持的硬件架构繁多,常见架构如下面二种架构:
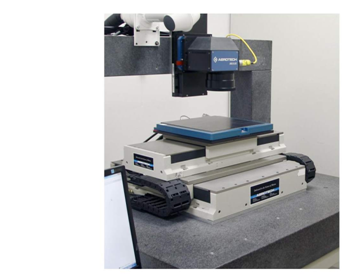
图一. 固定扫描头,移动工件方式,扫描头安装于花岗岩梁柱,工件安装于XY平台上,XY平台安装于花岗岩底座
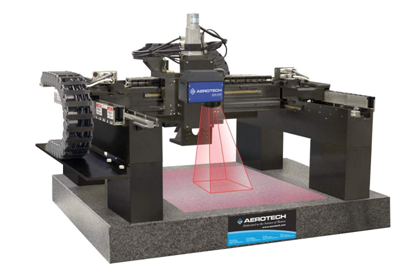
图二. 移动扫描头,固定工件方式,扫描头安装于龙门系统上,工件安装于固定的花岗岩底座
IFOV提供无接缝的大范围加工,加工有效范围为扫描头视野范围与位移平台有效行程的整合。由于A3200运动控制器结合扫描轴移动与伺服移动平台的移动来达到无限视野范围,传统"步进"的动作就使用持续移动的伺服运动所取代。因此,加工图形将永远会在视野范围内。使用IFOV功能时,系统的扫描范围将会超过视野范围,但仍会小于伺服平台的移动范围,请见下图。当A3200运动控制器设定正确时,其将会同时送出伺服平台动作指令与扫描头移动指令,确保扫描头的移动在极限以内,因此,伺服平台不需要设定任何步进扫描动作,ㄧ切轨迹产生使用共同控制器A3200进行轨迹产生。
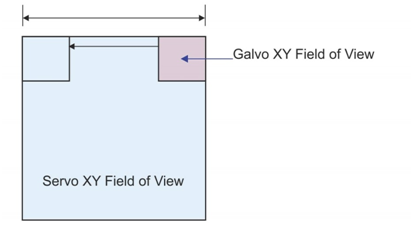
图三. 合并扫描头与伺服运动平台的视野范围
设定IFOV加工的流程与优化流程为下面五大步骤:包含;系统架构的确认,移动方向的确认,设定重要运动参数,测试与验证IFOV程序与参数调整,制作第一套IFOV程序。
1. 系统架构的确认
首先,若需要正确设定IFOV系统架构,需确定设备的正确性:包含机构系统,驱动器,线材,工业计算机,以及使用软件版本。机构系统而言,使用一组具备高精度的XY轴位移平台,以及双轴雷射扫描系统,驱动器规格与需要支持的伺服轴数有关,并需要使用正确的线材将编码器讯号回传至扫描头驱动器。
2. 移动方向的确认
在设定与IFOV相关运动参数前,每一个伺服轴与扫描轴必需要正确的设定与调整,确保移动方向正向相同方向;若将XY移动平台移动正向,与使用扫描头移动方向相同。另外,移动扫描头的距离将会需要与移动XY轴相同。
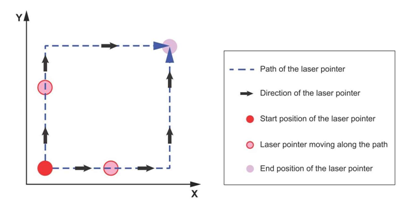
图四. 若将XY移动平台移动正向,与使用扫描头移动方向相同
3. 设定重要运动参数
在将XY编码器讯号输入至扫描头驱动器之前,相关参数将需要完整设定确保IFOV的正确性,包含:伺服驱动器编码器输出脚位与格式,扫描头驱动器编码器输入脚位与格式,伺服与扫描头编码器的频率均低于这两个硬件的规格极限。
如下面范例:
· 移动平台移动速度:3 m/s
· 编码器分辨率(分割前): 20 μm
· 编码器四倍频:有频率:(3 m/s x 1,000,000 μm/m) x (1 count/20 μm) x 4 (quad) = 0.60 MHz
因此若上述硬件规格均高于0.6 MHz,本架构则没有频率问题。
4. 测试与验证IFOV程序
当编码器讯号正确,硬件架构正确,配线方向正确,扫描头安装与加工平面呈垂直,最后,扫描头的加工平面与XY轴加工平面需要正交,最后一个步骤的确认方式为:

图五. 量测加工平面正交性误差
常见量测加工平面正交性误差的方法有几个步骤:使用扫描头加工ㄧ直线,使用伺服平台相同轴系,加工相反方向直线,量测第一线与第二线的起始与结束点距离使用此距离计算加工平面旋转角度,求得此旋转角度后,将其带入控制器将二模块加工平面整为正交性。
5. 制作第一套IFOV程序与参数调整
IFOV 算法设定方式,主要在加工程序前会有相关参数的设定,重要参数如下:
· AXIS PAIR– 设定扫描头与XY平台的轴系关联性
· IFOV SIZE – 设定扫描头视野范围
· IFOV TIME – 设定预读路径时间
· TRACKING SPEED – 设定XY平台最高速度
· TRACKING ACCEL – 设定XY平台最高加速度
由于扫描头的加速度参数建议设到最高(RAMP RATE 0),因此依照不同的XY机构平台,可搭配出不同的IFOV参数设定,一般建议在XY平台速度与加速度参数设定,在制程可接受情况,设定越低越好,原因在于可以避免XY平台额外导入的位置误差,然而,若是设定过低,则扫描头将马上移动到视野范围边界,运动控制器则将会自动降低扫描头速度,因此可能降低产能。此调整流程为ㄧ迭代流程,决定雷射加工速度参数后,制程工程师可以调整XY轴速度与加速度,并且记录位置误差与周期时间,以取得在制程良率与产能最高的制程参数。
总结
IFOV算法推出至今已经有数年的时间,虽然算法的进化让整体制程调整流程相对单纯,但尚未有完整系统架构性的文章讨论本流程,本文从机构/电控/软件三大层面简介了IFOV算法的运动参数优化流程,让未来使用IFOV的制程工程师与系统工程师们,能够以本文作为了解整个流程的入门,进而可以参照使用手册与系统架构进行更深入了解,而设备商若可以将IFOV算法在短时间内顺利设定完成,则可以对于设备的上市(Time to Market)有所帮助,提高设备竞争力掌握商机,并且可专注于雷射制程的开发,将大范围无接缝的加工模式,应用于更多先进制程上,提升台湾产业竞争力与技术。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

