





作者:Markus A. Ruetering, 德国Laserline公司
利用激光对材料的硬化是一个快速增长的专业领域,因为它加强了耐磨性,延长了部件寿命,提高了材料的强度和疲劳极限。
为了增加钢材料的硬度,基本上在硬化过程中有三个必要的步骤:第一步是加热材料;第二步是在一定时间(停留时间)温度一定程度上保持在高于硬化温度的水平;第三步是该部件的快速冷却,通常称为淬灭。停留时间期间,通常温度在1333°F(723℃)以上,α铁(铁素体)变为γ铁(奥氏体)。奥氏体比铁素体可以溶解更高量的碳。停留时间过后迅速冷却该材料导致碳冷冻成细晶粒结构,产生体心四方结构。这种结构被称为马氏体,和非晶体结构代表了硬材料。
今天,硬度是用洛氏(HRC)、维氏(HV)和布氏(HB)测量的,最常用的是HV和HRC。这些都是基于一个部件到一个反体的渗透阻力。一个测试样本在规定的时间与力度下,会在部件上留下标记,然后被测量。材料的HRC值范围在50至60之间,有时可略高于60。
马氏体是在特定材料上下温度范围之间形成的。冷却速度越高,材料中出现的马氏体就越多。马氏体,基于它的晶体结构,增加了部件的体积,这可能导致块件的破裂、拉伸和损坏,它需要在硬化加工后得到一定量的返工,实现硬化部件的规定的机械测量。在已知的几乎所有工业的硬化技术中--例如,炉箱硬化、火焰硬化和感应硬化—铣削、成形和打磨是在硬化后的必要步骤。因此,不必要材料的去除,工具的磨损,和硬化之前附加材料加起来形成了高成本。
一个符合成本效益的加工
使用激光硬化能够减少上述的成本因素。然而,因为激光硬化有它的局限,并不能被用于每一种应用。下面将以实例讨论激光硬化与其它硬化工艺的区别。
第一个例子如图1所示 - 这是一个21吨的物件在炉中加热以硬化。在这里,创造马氏体结构,必须考虑到沉淀输入部件的能量总和与所需要的快速降温。另外,也要考虑到必要的返工以及能源和碳排放的成本。然而,使用此种硬化工艺最有可能的原因是这样一个大的物件在工业使用中要求深度硬化。

图一: 21 吨重的齿轮的硬化案例。(来源:克利夫兰Härterei Reese Bochum 公司与Horsburgh & Scott)
硬化是从表面施加到内部的,并且硬化的深度取决于采用的技术。换句话说,不同的深度的硬化都有其对应的工艺。在图1所示的实例需要几英寸的硬化深度,而激光限制在0.03-0.08”之间。然而,有限的硬化深度可成为必要的优势,因为它不像炉箱、火焰、感应硬化,在硬状态下需要铣削。一家德国OEM使用了不同的硬化技术,声称从感应硬化换成激光硬化后,仅仅通过减少了在硬状态的机加工就可以节省20%的生产总成本。
激光硬化的示意图在图2中显示。聚焦的激光束慢慢移到工件上将其快速加热,停留时间期间保持温度在硬化水平以上,并允许该部分在激光束移走后自动淬灭。使用锐利的激光束,温度上升与下降的时间是定制的,包括功能表面的选择性加热。因此,避免了失真,不需要返工或减少到最低程度,而且不需要特定的冷却介质,由于热传导,少量的能量很轻易进入了零件里。后者导致自动淬灭效应;而不需要烟雾剂,水或者气体,这样可以节省成本。
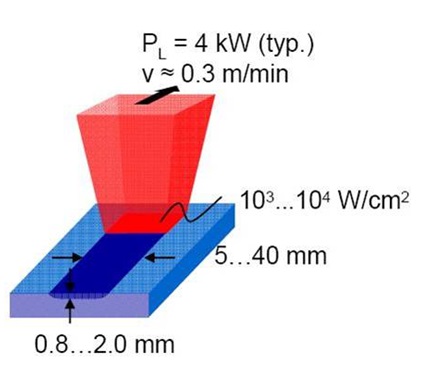
图二:机械部件的激光硬化
光纤耦合半导体激光器
这种激光源通常使用2千瓦以上的功率,且行业中已经有使用15千瓦甚至更高的激光源。最高效的是采用平顶能量分布(甚至在所有方向上)的激光,波长允许光束被所处理的金属高吸收。这一切就需要光纤耦合高功率半导体激光器,这也是Laserline公司的核心研发及产品。
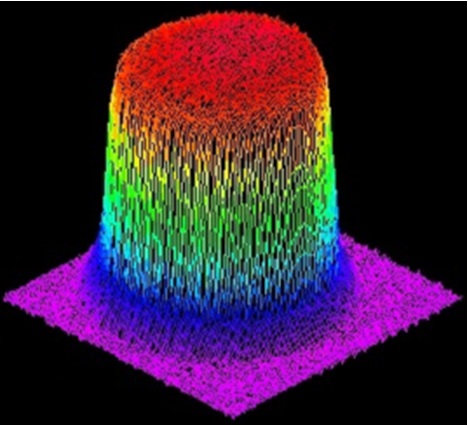
图三:Laserline半导体激光器的平顶能量分布
半导体激光器波长范围在900至1100纳米,允许激光在金属中得到很好地被吸收。而且半导体激光器的波长比一般激光器高出10%到15%,此外一般激光器还不具备平顶能量分布。
在整个过程中实现更快速度和更精确的生产,从而也节省了时间。
激光硬化不限于小零件或精细构件;甚至对更大的部件以及重型部件都有帮助。用户可能会认为硬化深度仅有0.06”是不够的,但以最快的加热和淬灭,硬度更高,磨损更低,因此,即使是大的部件也应该考虑激光。从Laserline公司的客户--德国的ALOtec Dresden GmbH (ALOtec)和捷克LaserThermspol.s.r.o.(LaserTherm)得到的一些例子将会在下面的章节介绍。两家公司都为即将购买系统的客户提供硬化车间作业及一揽子解决方案。
Less Distortion with Laser Hardening激光硬化失真更小
LaserTherm涉及到加工部件的重型车床,尺寸最大为12×4×1立方米(40×13×3立方英尺),需要大于1毫米(0.04”)深度、660HV(58 HRC)的硬化。常规方法中,例如感应和火焰硬化要求测量值0.08-0.12”和硬化深度0.12-0.20”。
“我们已经看到在传统方式下每码长度超过0.08”的失真,”LaserTherm总经理OndřejSoukup说。
在将有限元计算与实验结果组合后,11.9码以上长度的失真可以减少到0.1”。
“由于我们根据FEM(有限元算法)的计算得到的失真为0.12”,应用于软状态下预加工车床,它完美弥补了不足而且不用再次返工。”Soukup说。
在此应用案例的激光硬度高达700 HV(60.1 HRC),特定的深度为0.04”、硬度超过660 HV。
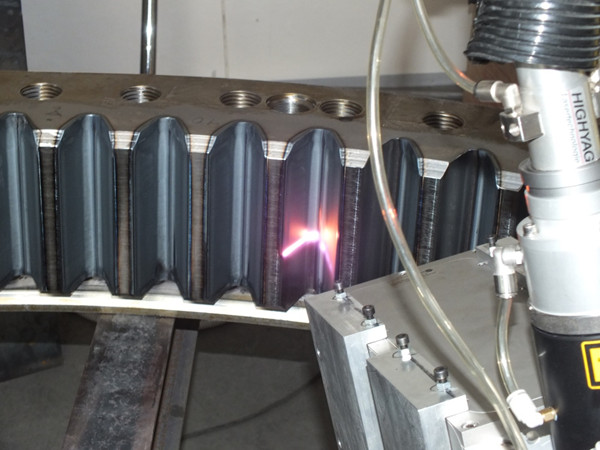
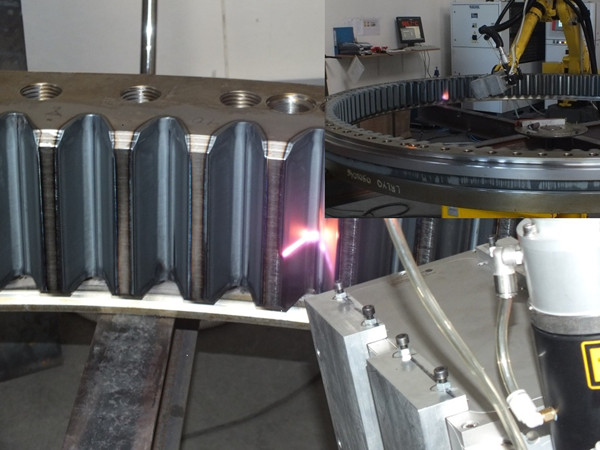
LaserTherm的另一个例子是一个起重机的重型轴环。图4显示了起重机和所讨论的齿轮的位置。轮子直径超过14英寸,重量5.3公吨。该材料是一种42CrMo4,由于其有4.2%的碳成分,可以进行有效的激光硬化。只有大于0.2%碳成分的材料才可以考虑使用激光。
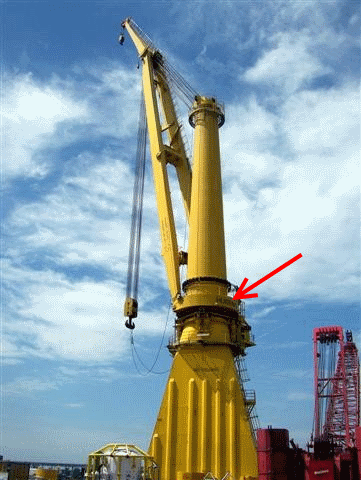
图4:起重机与将被硬化的枢轴位置
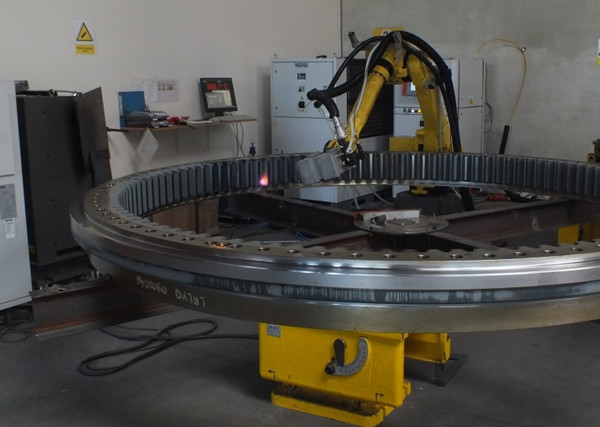
图5展示了激光硬化加工。六个小时内,齿轮的齿被硬化到超过520HV的硬度,深度达到0.08”,表面硬度超过600 HV。图6显示的是齿轮横截面的结果。基材的可见硬度仅为几乎3毫米(0.12”)的深度。半导体激光器的光斑大小由放大均质镜片控制的,来自Laserline另一款产品。该光学镜片允许光斑大小从最小的8×8 mm2到最大50×50mm2 - 总是将光斑保持平顶分布以及能量的均匀分布。这使LaserTherm得以将完美的光斑大小应用到所有的几何形状并制造出无瑕疵的产品。
a
b
c
图5:起重机枢轴的激光硬化
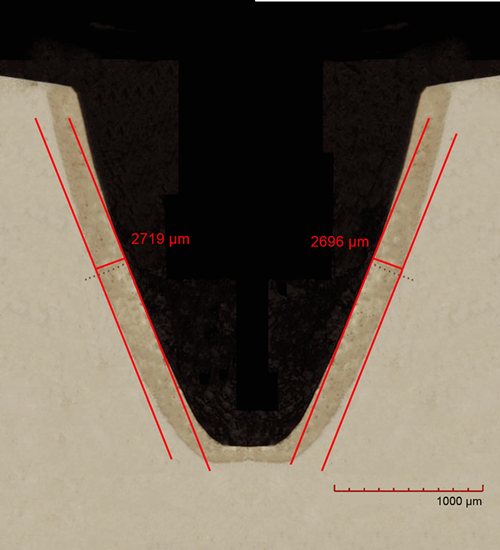

图6:起重机枢轴硬化结果
Soukup说,“高功率半导体激光器技术可用于许多重工业领域,以使机械部件的制造更加有效,并提高其整体质量和生产效能”。
激光硬化可适用于许多几何结构
除了LaserTherm,ALOtec也使用了来自Laserline的半导体激光器。ALOtec的公开样件覆盖了从齿条、蜗杆轴、蜗轮齿轮、齿轮轴、齿轮和小齿轮轴,到锥齿轮、链轮和离合器凹槽。为了便于讨论,我们选择了三个例子:锥齿轮(图7),蜗杆轴(图8)和链轮(图9)。对于所有的这些部件,低失真,精准位置的硬化,深度为0.02〜0.08”,并在所有样品中实现硬度60 HRC,这是在没有冷却剂情况下激光硬化的结果。传统工艺无法实施部分样件的硬化,而且其他非激光应用的成本会更昂贵。
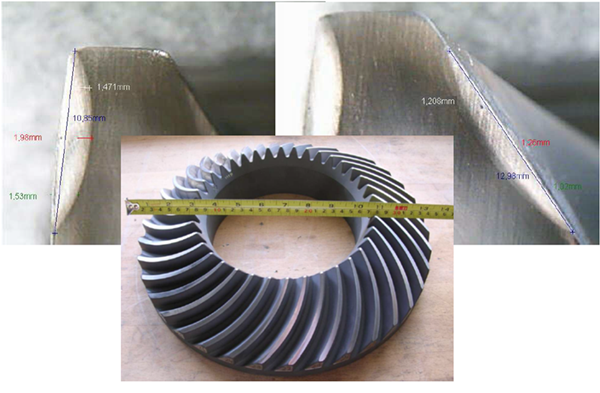
图7:硬化后的锥齿轮
锥齿轮实现了0.075”的硬化深度,每块叶片需要55秒,只需要2千瓦的激光功率。失真是没法测量到的,没有返工,齿轮在硬化前已被加工至最终测量结果。用变焦镜组,ALOtec可以把光斑调至适应齿轮的大小。
蜗杆轴的组成是由一个自由六轴机器人和一个附加转动轴构成。ALOtec在把激光与热能用于材料方面拥有丰富经验。必须考虑的是,要避免已经硬化的部分与其它热处理区域重叠。一旦所用材料的温度达到300°F甚至更高,马氏体将开始分解。撞击表面两次将会产生软化部分。
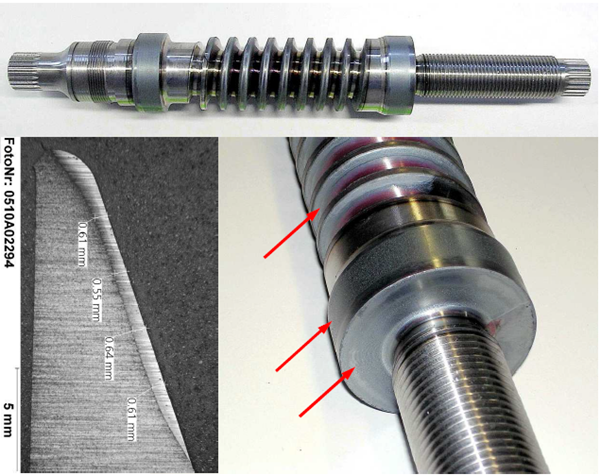
图8:蜗杆轴,选择性硬化
激光硬化的优点在于,激光硬化可以具有选择性。所以机器人或系统的操作者可以确保不会发生重叠。使用变焦镜组和并配合匹配光斑大小的功率也给我们的客户提供了新的选择。在过去,功率局限于4千瓦,因此光斑大小被限制在大约40×10 mm2,但Laserline现在提供的激光器高达25千瓦,并且在其实验室能达到40千瓦甚至更高。在这样的高功率下,光斑就可以做得较大,在过去必须是两条路线,现在热量只需要通过一条路径,宽度为4英寸已成为可能。这避免了在重叠部分的软化区。有了最高40千瓦激光器作为功率的保证,更多的应用正成为可能,而激光器也正在占据更多的市场份额。
激光硬化是一个温度引导的过程,强烈建议采用闭环温度来控制加工,诸如高温计或基于摄像的系统。这种闭环温度引导的应用允许精确硬化部件,如图9中的链轮。

图9: 激光硬化后的链轮
设置和编程通常是一个交钥匙解决方案的其中为期三天试运营的一部分。
“今天的半导体激光器仅仅是硬化系统里的黑匣子,二极管的保修期长达五年,不到三个小时安装完成,并且有一个标准化的接口,”ALOtec的创始人兼首席执行官Hensel博士说到。
结论
有了激光硬化,设计师、工程师以及管理人员、操作员在生产车间可以选择优化他们的热处理加工。处理后的返工可以避免或减少到一个打磨加工。激光可以选择性硬化,避免失真和高水平的测量值。半导体激光器本身可以适应几乎所有的几何形状并且具有最合适的光束和波长,并结合无可比拟的电光转换效率,以减少生产中的碳排放。最后,这些激光器可以通过光纤引导成为多功能灵活的工具,它可以与机器人和CNC相结合,现有的硬件可以升级。
关于作者:

Markus A. Ruetering,在德国威德尔的应用科学大学学习物理工程,并有工学硕士学位。1989年,他加入了激光制造商罗芬公司。从1989年到1992年,他从事固态激光器的研发并担任各类销售职位。2011年,他加入总部设在德国Mülheim-Kärlich的激光源制造商Laserline并担任销售经理。www.laserline.de.
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

