





相对传统焊接、雕刻和切割方法,激光优点包括更好的强度、更小的热影响区、更高的精度、最小的变形,以及对不同金属兼容能力在焊接、雕刻、切割方面在越来越多的行业得到广泛应用。

激光焊接
激光焊接原理
激光工作时,材料被快速加热到一定温度,然后熔融金属开始气化,从而在熔池中心形成匙孔。因为此时有蒸汽压的存在会促使在连续激光焊接时匙孔会保持在开的状态。在激光焊接的匙孔效应下,包含金属蒸汽和等离子体的羽状物会在此时生成并从匙孔飞溅出来。
需要指出的是,在采用不同类型的激光进行焊接时,等离子体的特征也是不同的。CO2激光焊接时,羽状物只在采用He气为保护气体时才会发生。如果保护气体为N2或者Ar,采用CO2激光焊接,气体等离子体仅在羽状物喷嘴处形成。相反,采用光纤激光焊接时,羽状物仅在较弱的离子状态等离子体的条件下产生。
几乎所有的光谱分析用的峰值均来源于中性金属原子的发射,而这些金属原子的发射在Ar气体作保护气的时候是不会被探测到的。与此同时,由于匙孔效应中高的蒸汽压而造成大量的飞溅形成。一般来说,焊接位置的电磁辐射可以分为三大类。第一类是羽状物发射出来的可见光和紫外光。第二类是激光发射后被发射的光。第三类是来自熔池表面的热辐射。基本上,激光焊接过程中的在线监测主要集中在表征熔池、匙孔、羽状物、飞溅物以及激光焊接区的辐射信号。激光焊接过程中常见的缺陷有裂纹、气孔、未完全熔透、未焊满、咬边和飞溅等。
工艺问题
激光雕刻与切割原理和焊接类似主要采用激光使材料快速加热来达到实际需要。由于激光工作过程的多变量耦合作用使得等离子体信号产生剧烈波动,很难找到一个有效识别激光加工后工件质量、稳定性及缺陷生成的可靠判定依据;检测结果差距大。
解决方案
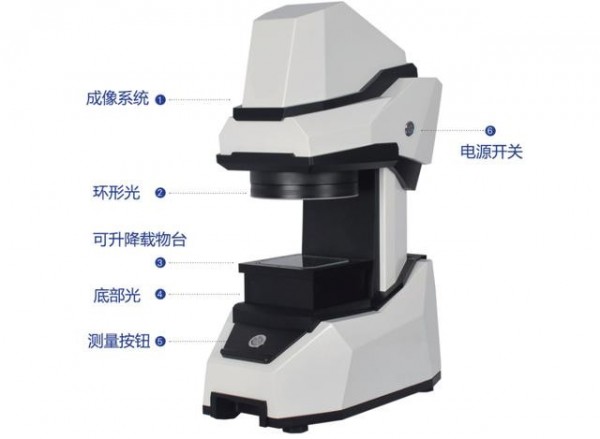
大视野影像测量采用非接触式测量,可实现物体任一轮廓线尺寸测量,如高度差、宽度、角度、半径、缝隙等,也可实现缺陷检测、外观尺寸扫描、表面特征跟踪等功能
工作原理

利用激光3D焊缝跟踪传感器的三角反射式原理,得到激光扫描区域内各点的位置信息,通过软件算法完成对常见焊缝的在线实时检测。设备通过计算检测到的焊缝与焊枪之间的偏差,输出偏差数据,由运动执行机构实时纠正偏差,精确引导焊枪自动焊接,从而实现对焊接过程中焊缝的智能实时跟踪。实现无人化焊接。
焊接测量优势
检测精度高,最高达um级
速度处理快,采样频率高,适用于高精度焊接检测
抗干扰能力强
专业性、实用性强。
操作性、维护性好 。
经济性、可靠性高。

激光焊接产品缺陷检测方案
一键式测量仪团队深耕检测多年,针对行业困境,采用共聚焦大视野影像闪测、高精度、全自动,开创快速测量新理念。通过将远心成像与智能图像处理软件的完美结合, 任何繁琐的测量任务,都变得无比简单
光谱共焦测量技术利用表面反光进行测量,适合玻璃表面的测量任务。有效避免反光导致的干扰,通过搭建光谱共焦传感器旋转平台配合传感器量程可最大限度内测量R。极高的抗干扰能力和系统稳定性保证长期无人值守运行。
不仅可以快速用于激光产品缺陷检测,一键式测量仪更广泛应用于电子制造、汽车制造、机械加工、液晶显示、医疗器械、工业材料、航天航空、精密五金、新能源等领域,可批量同时检测,提升30倍测量效率。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

